Kamerahalterung für Dart-Zählsysteme
Autodarts
Eine Lösung ist Autodarts.io, eine Software welches auf Standard Hardware setzt. Neben der Software, welche frei verfügbar ist, werden drei USB Kameras, entsprechende Halter, eine Board-Beleuchtung und ein Rechner benötigt.
Weitere Informationen über das Sytsem gibt es auf dem Autodarts Discord Server und in den Autodarts Docs.
Weitere Informationen über das Sytsem gibt es auf dem Autodarts Discord Server und in den Autodarts Docs.
Idee
Konzepttest noch ausstehend
Ich habe mein Autodarts System noch nicht im Betrieb. Diesen Artikel schreibe ich um mein Vorhaben zu teilen und die Zeit bis zur Lieferung der Kameras zu überbrücken.
Alles was im folgendem beschrieben wird ist noch nie getestet und muss so auch nicht funktionieren.
Alles was im folgendem beschrieben wird ist noch nie getestet und muss so auch nicht funktionieren.
Üblicher Weise kommt zur Ausleuchtung des Boards ein Ringlicht zum Einsatz und die Kameras werden an Armen montiert, welche auch das Ringlicht halten. Dieser Aufbau wird dann, zusammen mit dem Board, auf einer Trägerplatte geschraubt und an die Wand gehangen.
Ich möchte jedoch kein Ringlicht um das Board haben. Finde das optisch einfach nicht ansprechend. Mein Board wird daher von LED Spots beleuchtet, in Summe 5 Stück, aus drei Richtungen. Ein weiterer wichtiger Punkt wäre, dass ich die Kamera-Arme schnell demontieren kann. Mein Board hängt bei uns im Partyraum, wo nicht nur Dart gespielt wird. Wenn also mal in geselliger Runde ein paar Pfeile auf das Board geworfen werden, will ich keine Angst haben das der nächste im Kameraarm steckt.
Meine Idee ist es nun am Board selbst, beziehungsweise an der Wand, nur Aufnahmen fest zu montieren. Bei Bedarf können in diese dann die Kameraarme gesteckt werden. Die Aufnahmen beinhalten eine elektrische Kontaktierung zum Durchreichen der USB Verbindung. Zur Sicherung des eingesteckten Armes, wird dieser mit einer Rändelschraube fixiert.
Konzept
Arm-Aufnahme
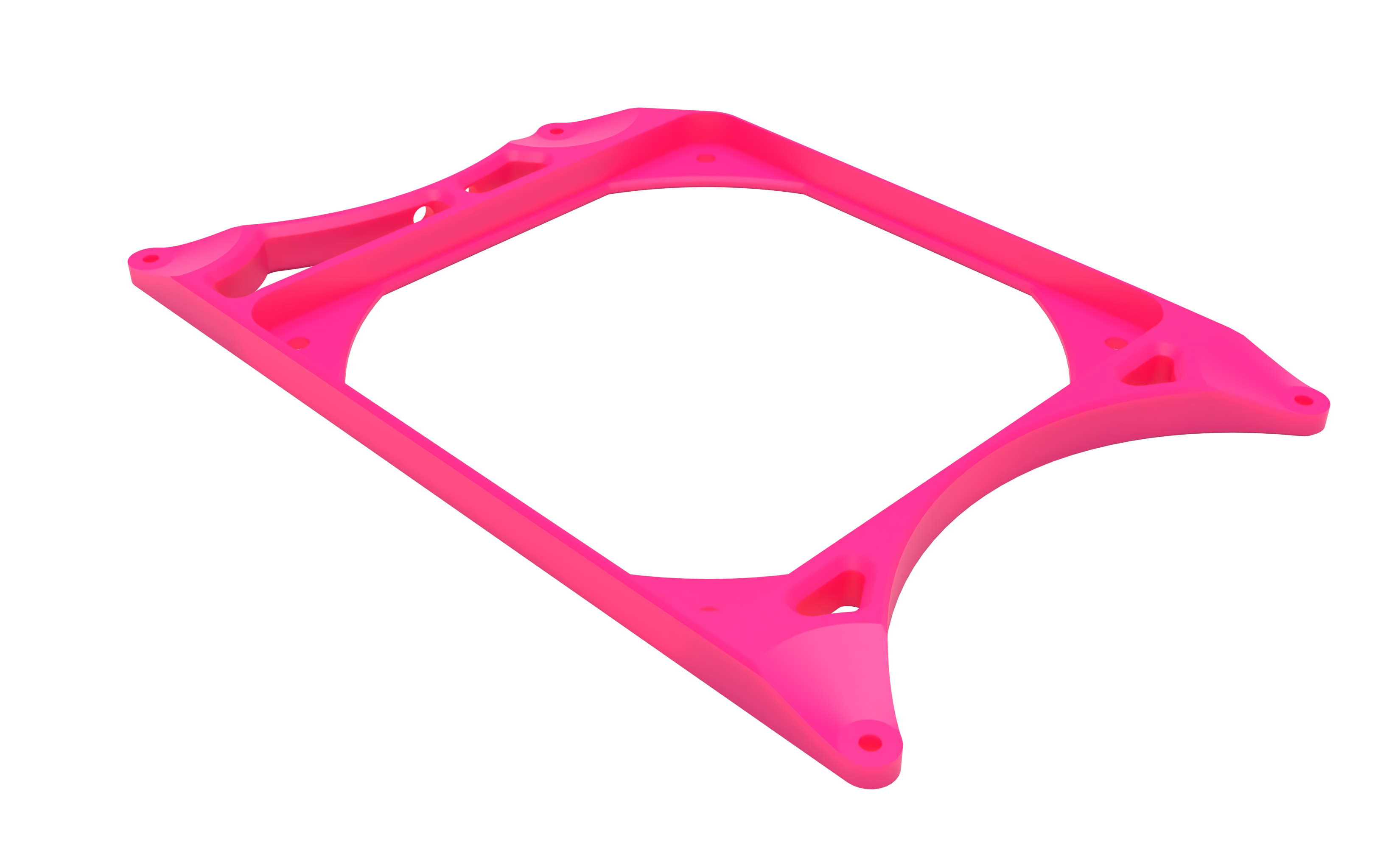
Um das ganze System optisch möglichst unauffällig zu gestalten, habe ich die Arm-Aufnahmen in das Surround integriert. Bei Nichtverwendung können die Aufnahmen mit, magnetisch gehaltenen, Blindkappen verschlossen werden.
-

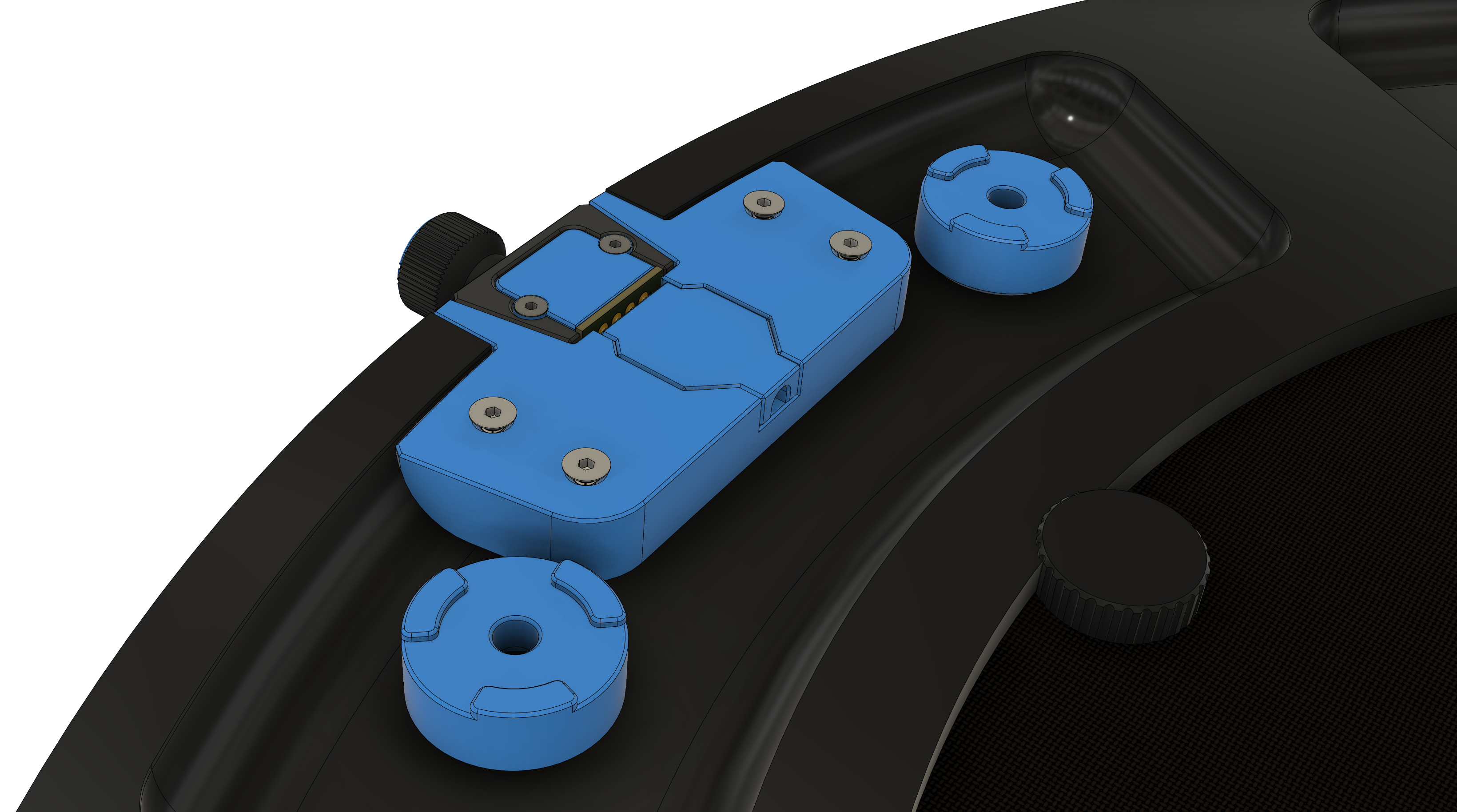
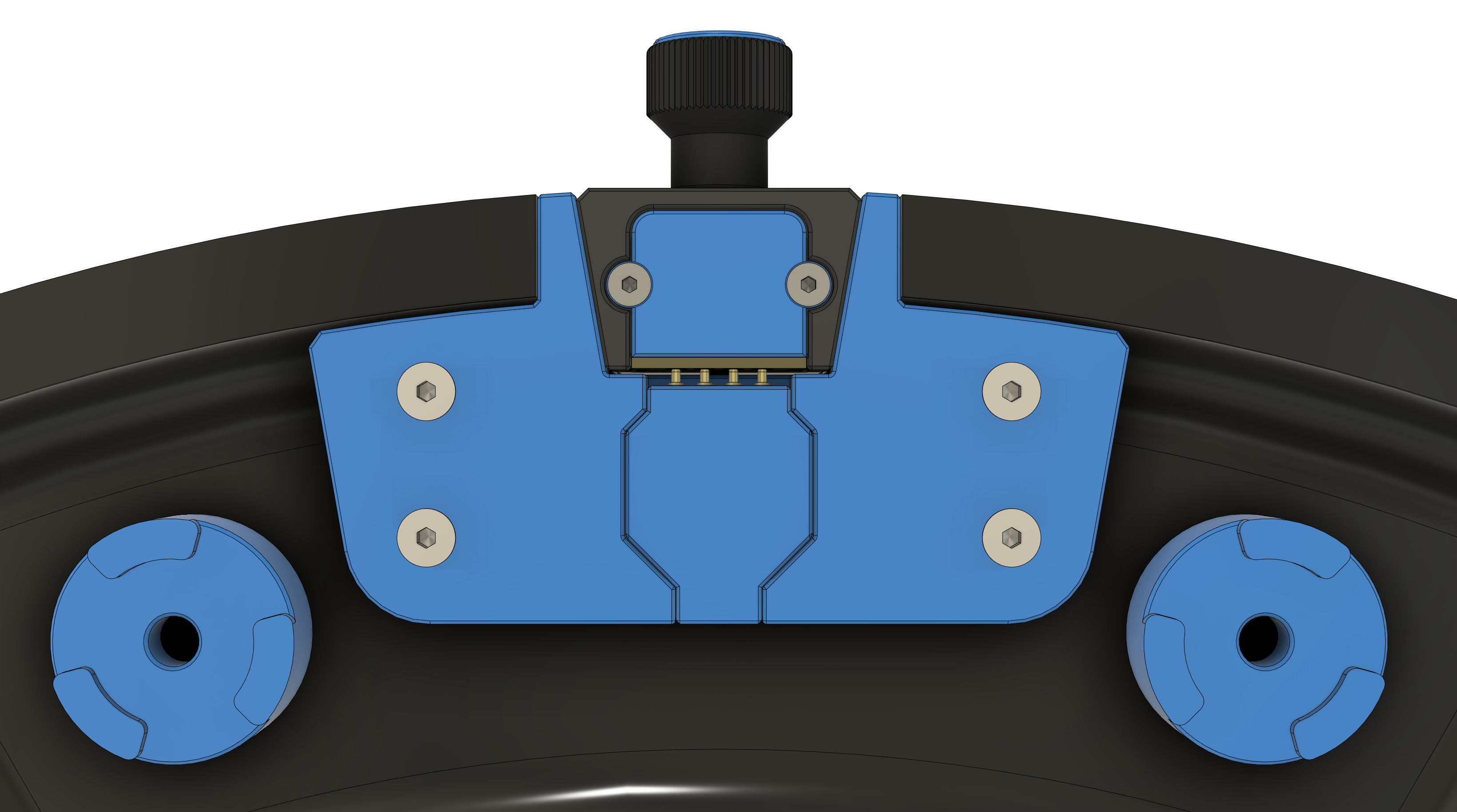
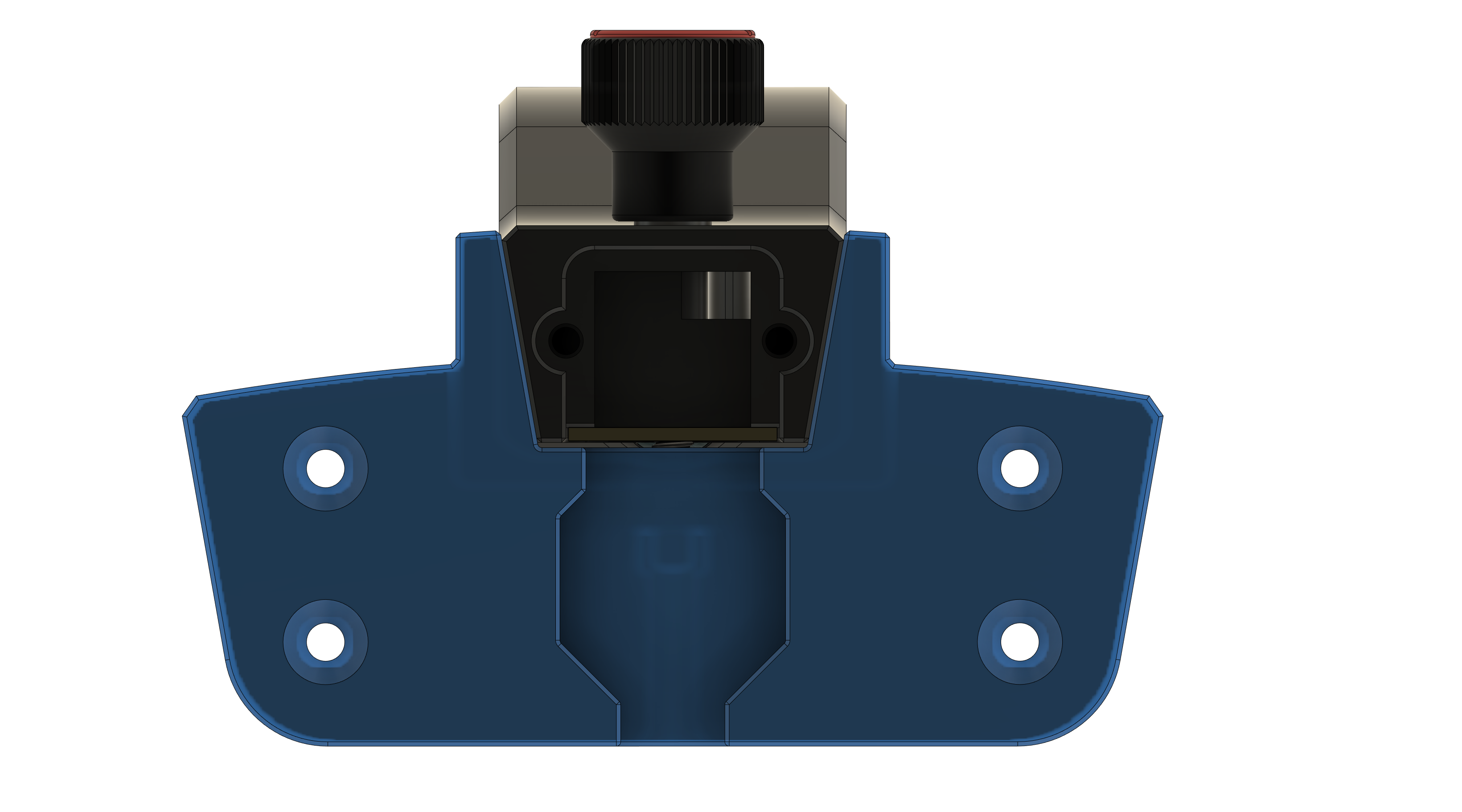
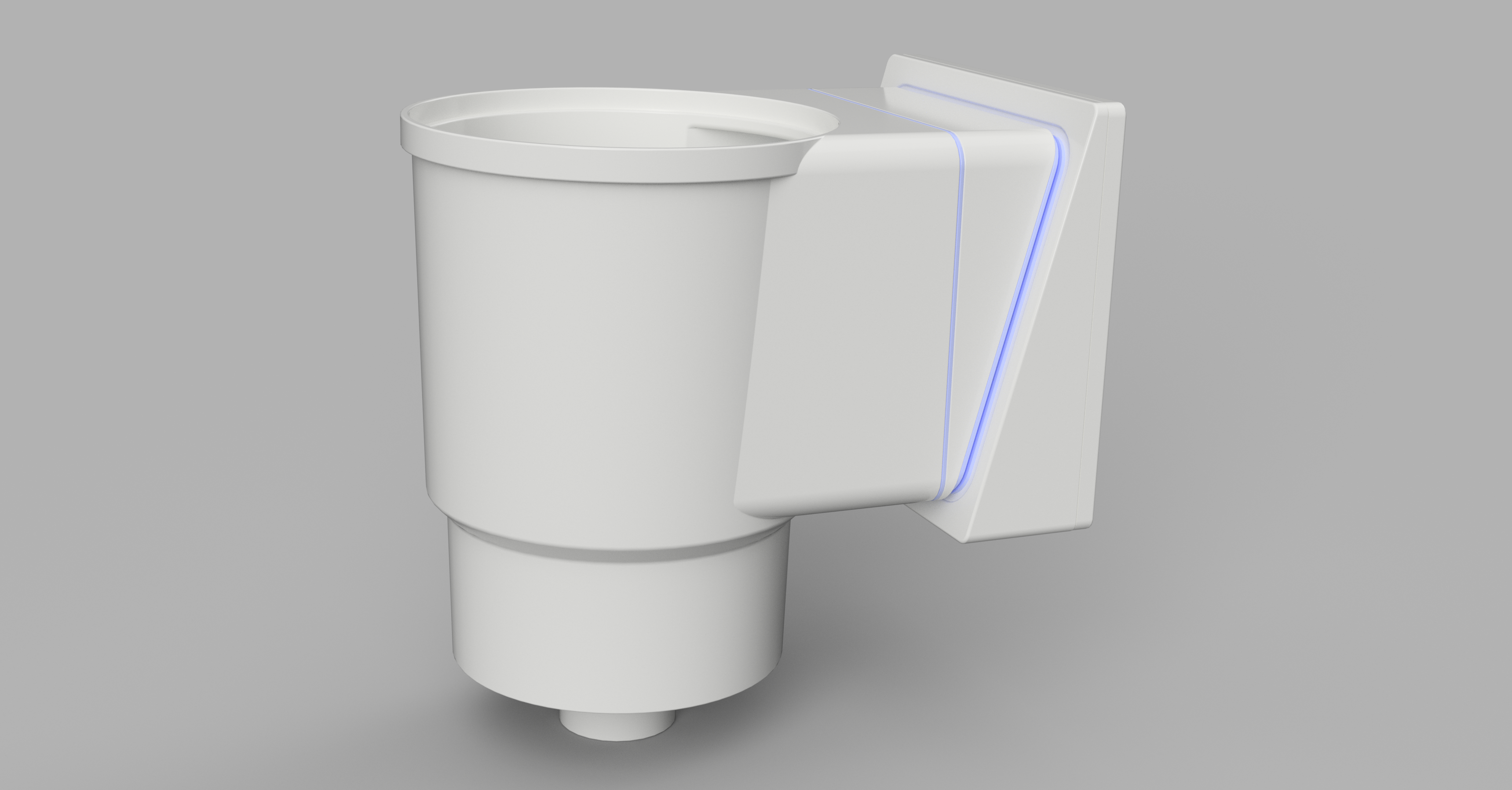
Arm-Aufnahme
Im unterem Bereich sind die 4 Federkontakte für die USB-Verbindung zu sehen. Durch die Trapezform wird der Arm beim Anziehen der Rändelschraube ausgerichtet und sitzt anschließend spielfrei in der Aufnahme. -
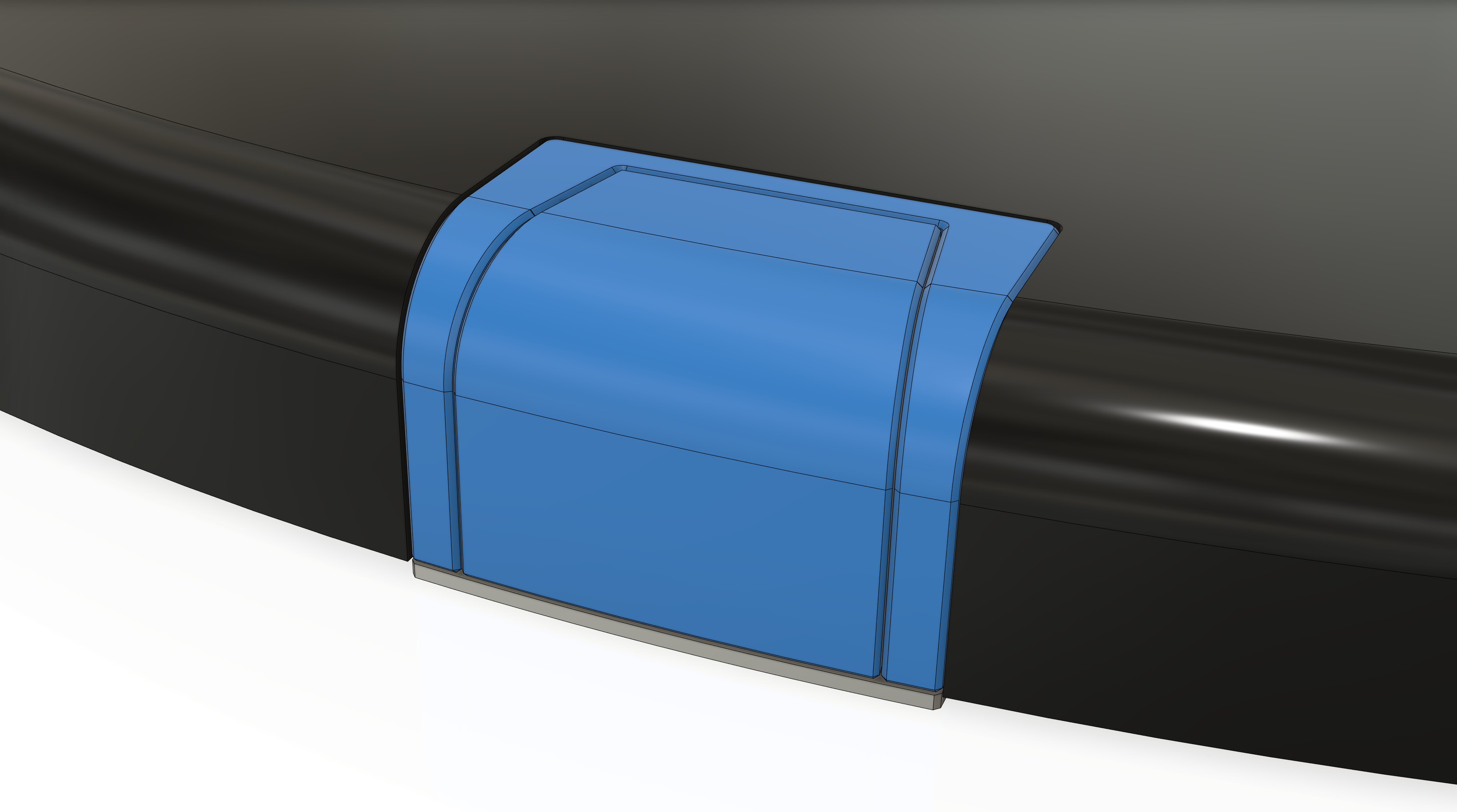
Arm-Aufnahme geschlossen
Saubere Optik durch übernahme der Kontur vom Surround. -
Arm-Aufnahme im Surround integriert
Der „unsichtbare“ Teil der Arm-Aufnahme findet Platz im Hohlraum unter dem Surround.
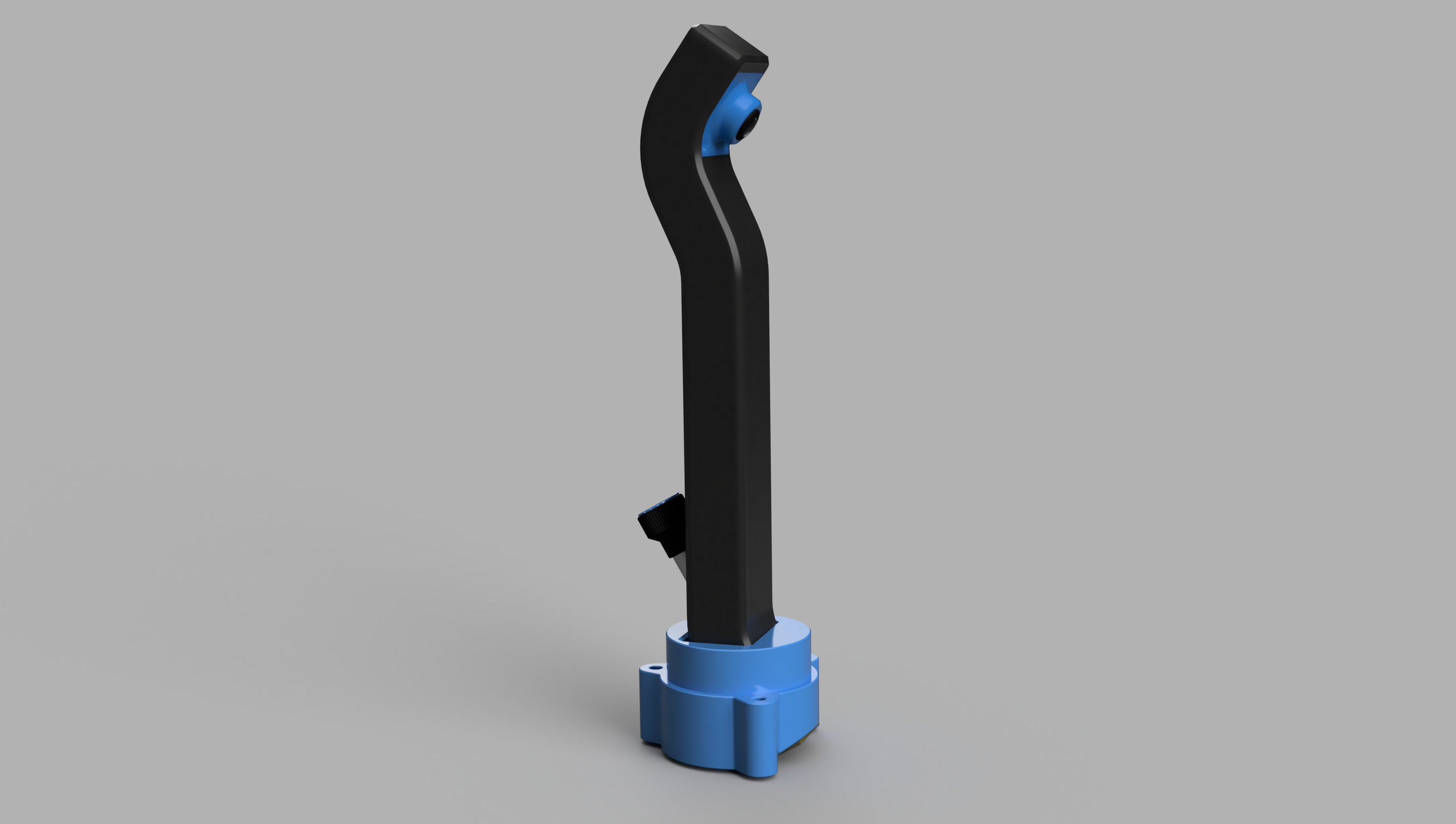
Kamera-Arm
Der Kamera-Arm nimmt die Kamera (habe mich für die OV9732 entschieden) auf. Im Inneren verläuft das USB Kabel nach unten zu einer Leiterplatte, auf welche die Federkontakte kontaktieren.
-
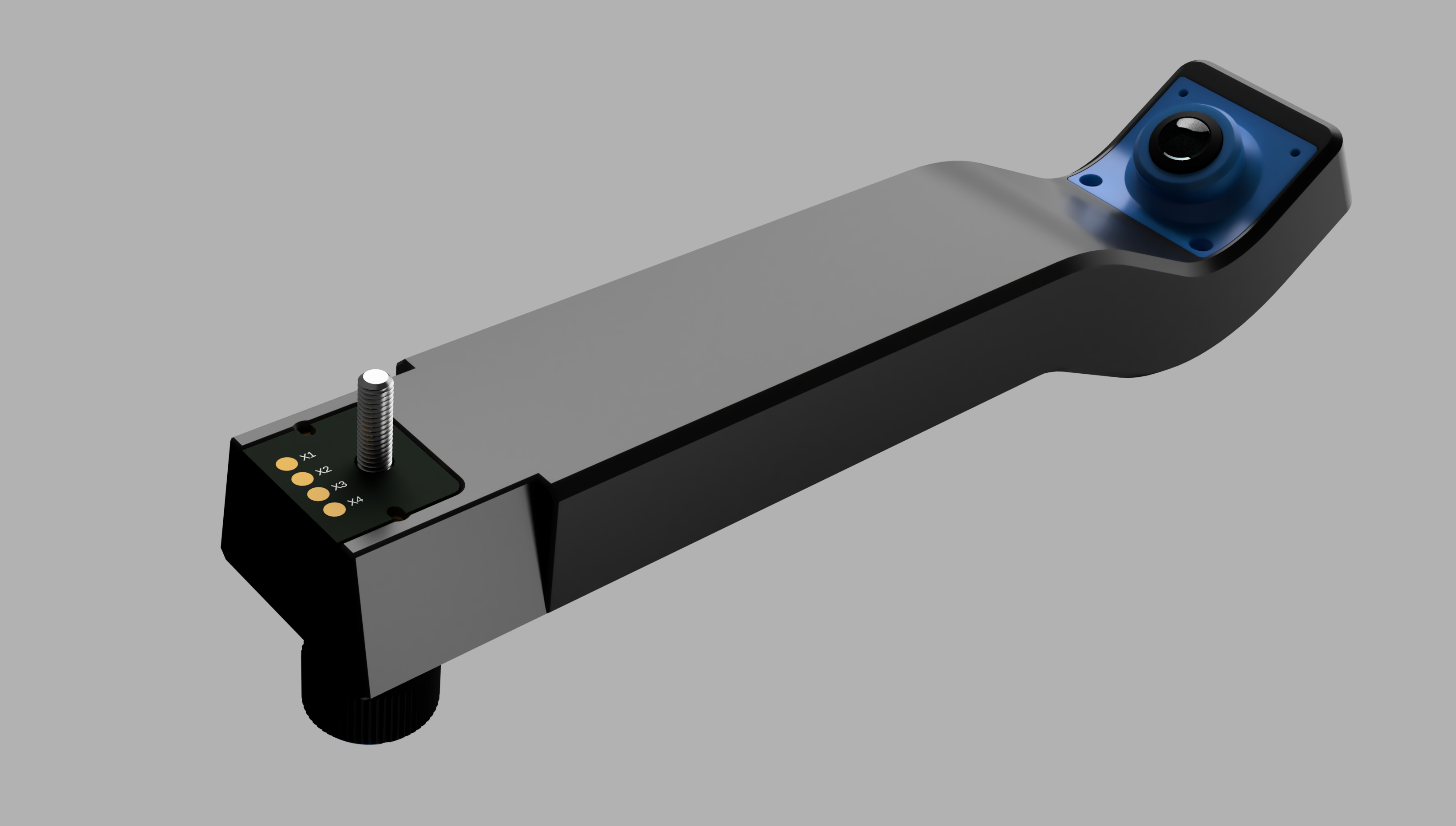
Kamera-Arm
Der Arm kann aus einem Stück gedruckt werden. Vor der Kamera und von unten werden zwei Deckel (hier blau dargestellt) montiert. -
Schnittdarstellung des Kamera-Armes
Im Arm befindet sich ein Kabelkanal, welcher eine unsichtbare Leitungsführung erlaubt. -

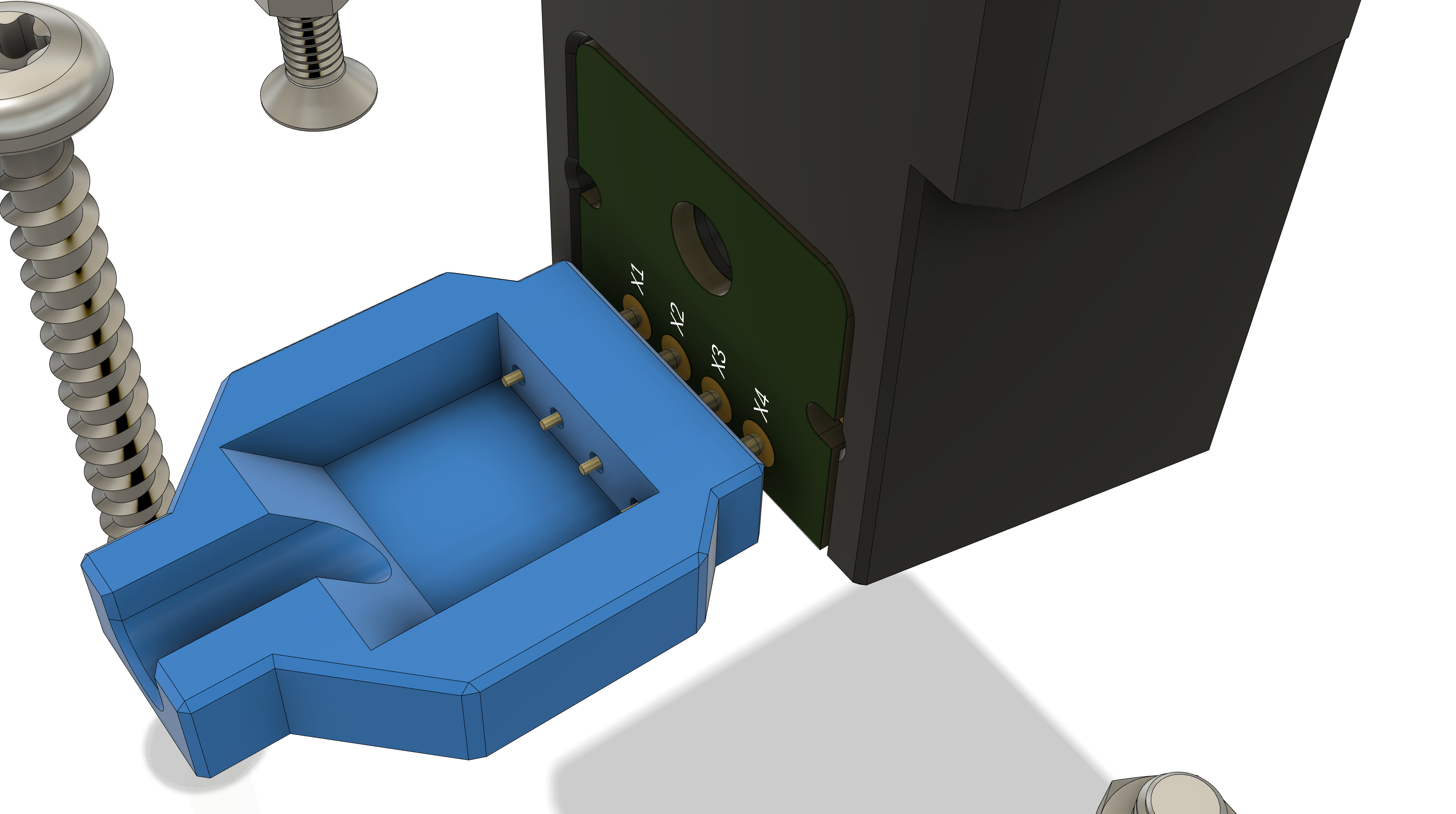
Elektrische Kontaktierung
Die in der Aufnahme montierten Federkontakte kontaktieren die im Arm integrierte Leiterplatte. Fixiert wird der Arm mit einer Rändelschraube.
Kamera-Anordnung
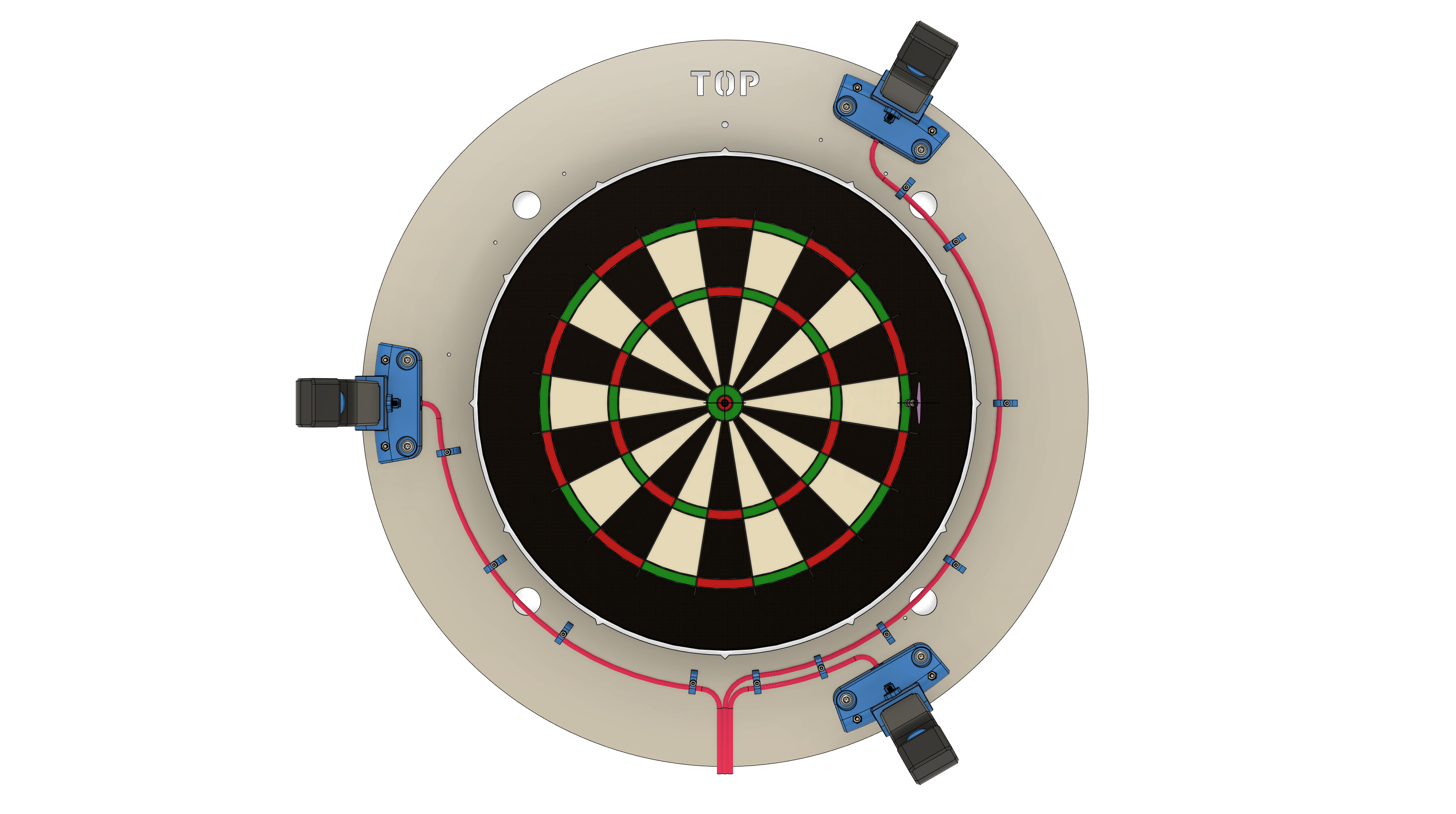
Bei der Kameraanordnung um das Board bin ich nicht von den Autodarts Empfehlungen (11-18-2) abgewichen. Den Winkel und Abstand der Kameras habe ich hingegen frei gewählt. Wie zuverlässig sich diese Position erweist muss sich im Proof of Concept zeigen.
-
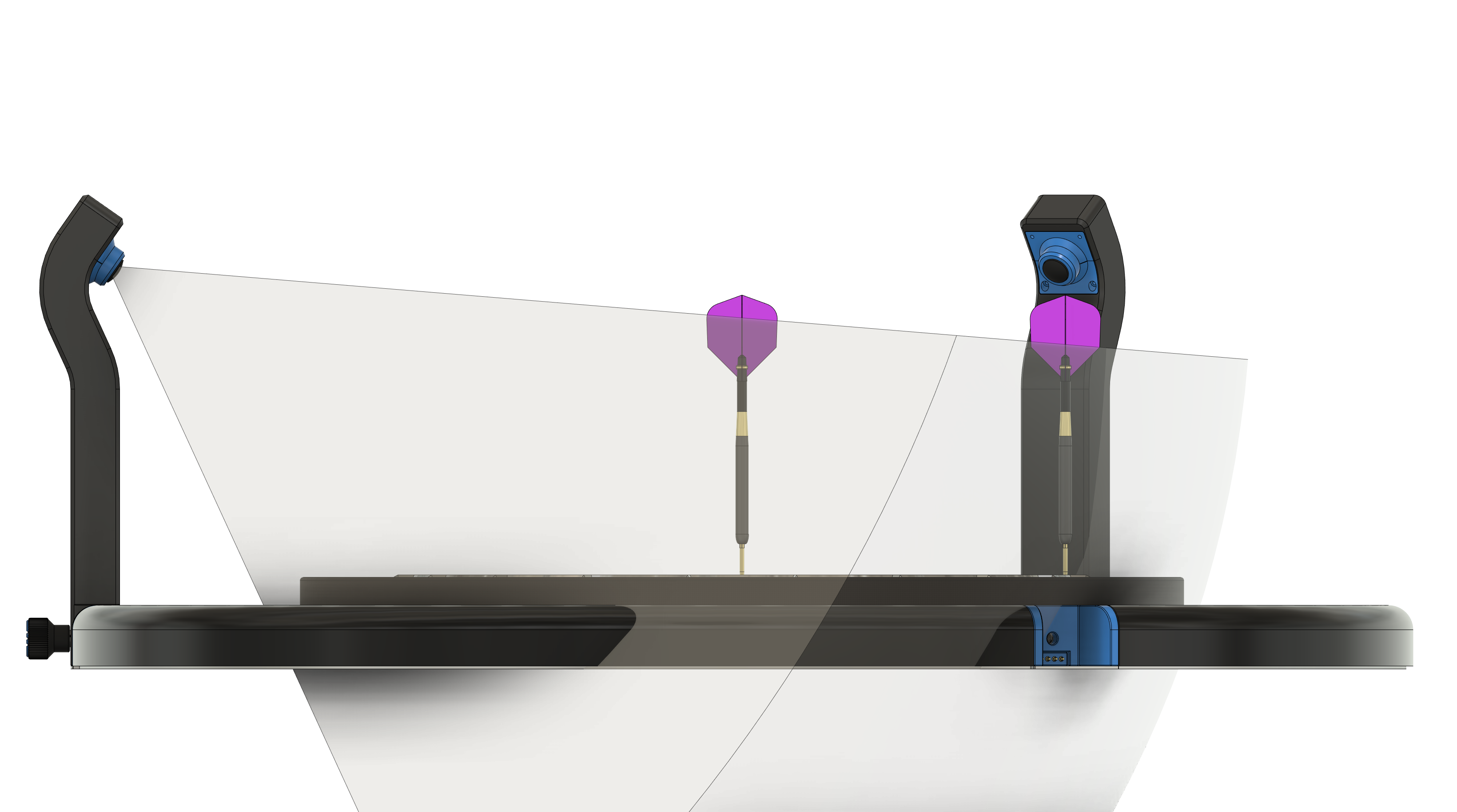
Kamera Sichtfeld
Die aktuelle Ausrichtung der Kameras erlaubt auch im hinterem Bereich einer Erkennung des Pfeiles bis zum Flight. -

Kamera Anordnung
Die Anordnung der Kameras um das Board entspricht der Empfehlung von Autodarts.
Proof of Concept
Im Proof of Concept (PoC) möchte ich vor dem finalen Aufbau die ordnungsgemäße Funktion in einem Praxistest überprüfen.
Stabilität der Arm-Verbindung
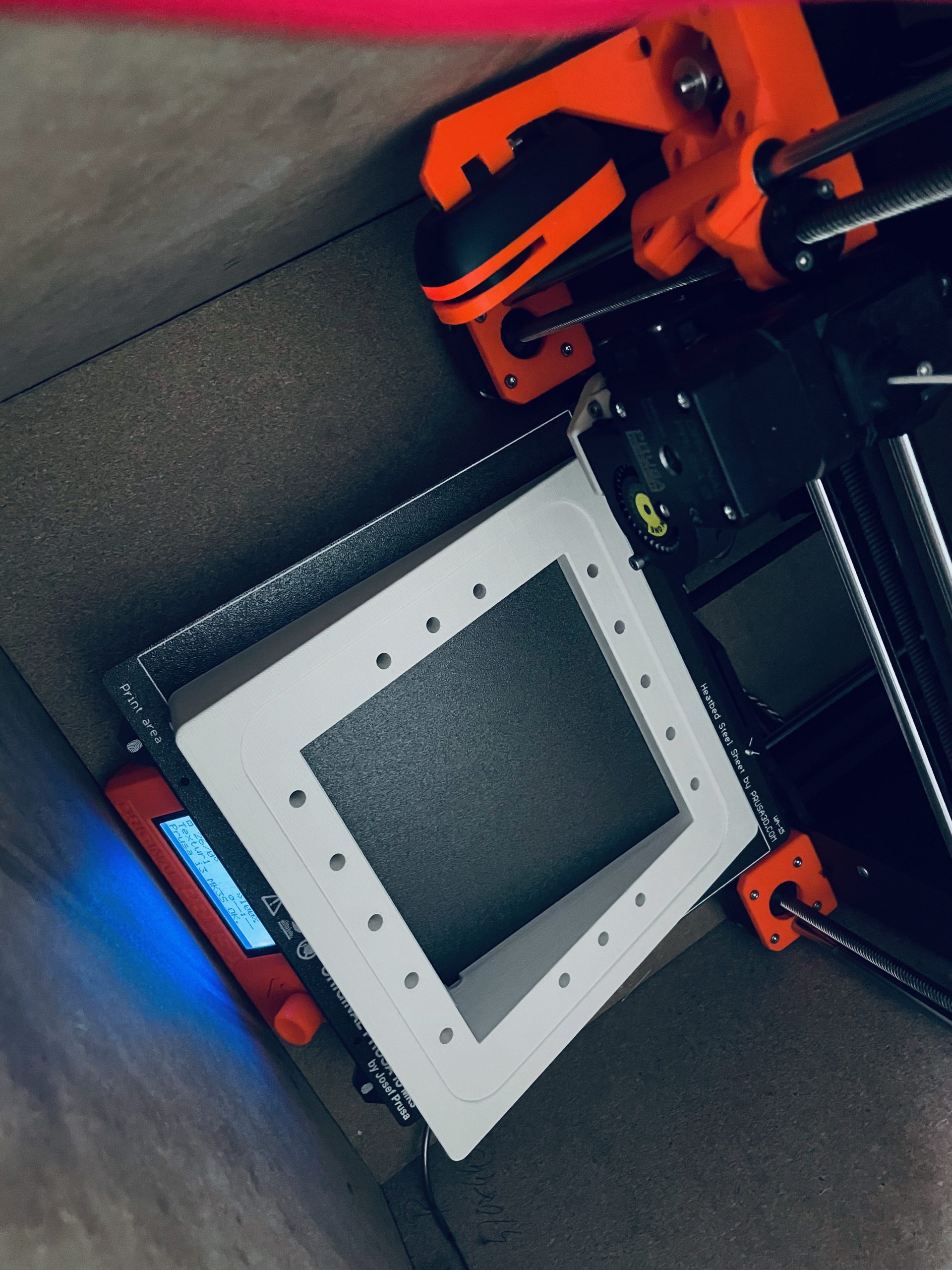
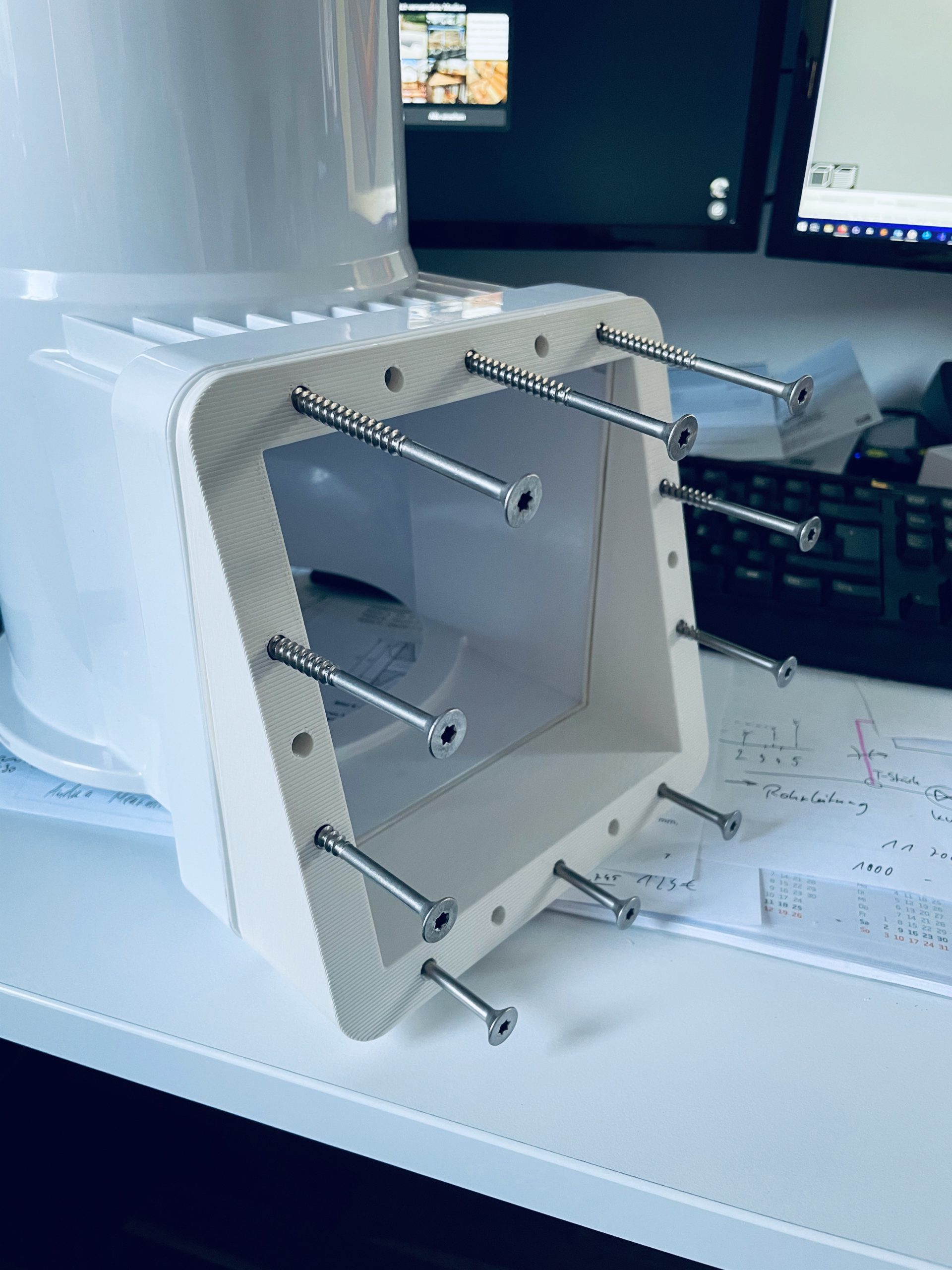
Der erste Praxistest bestand in der Bewertung der Verbindung zwischen Arm und Aufnahme. Gedruckte und zusammen geschraubte Teile brachten hier schnell Klarheit. Die Konstruktion verhält sich wie vorgesehen und bedraf daher keiner weiteren Iteration.
-
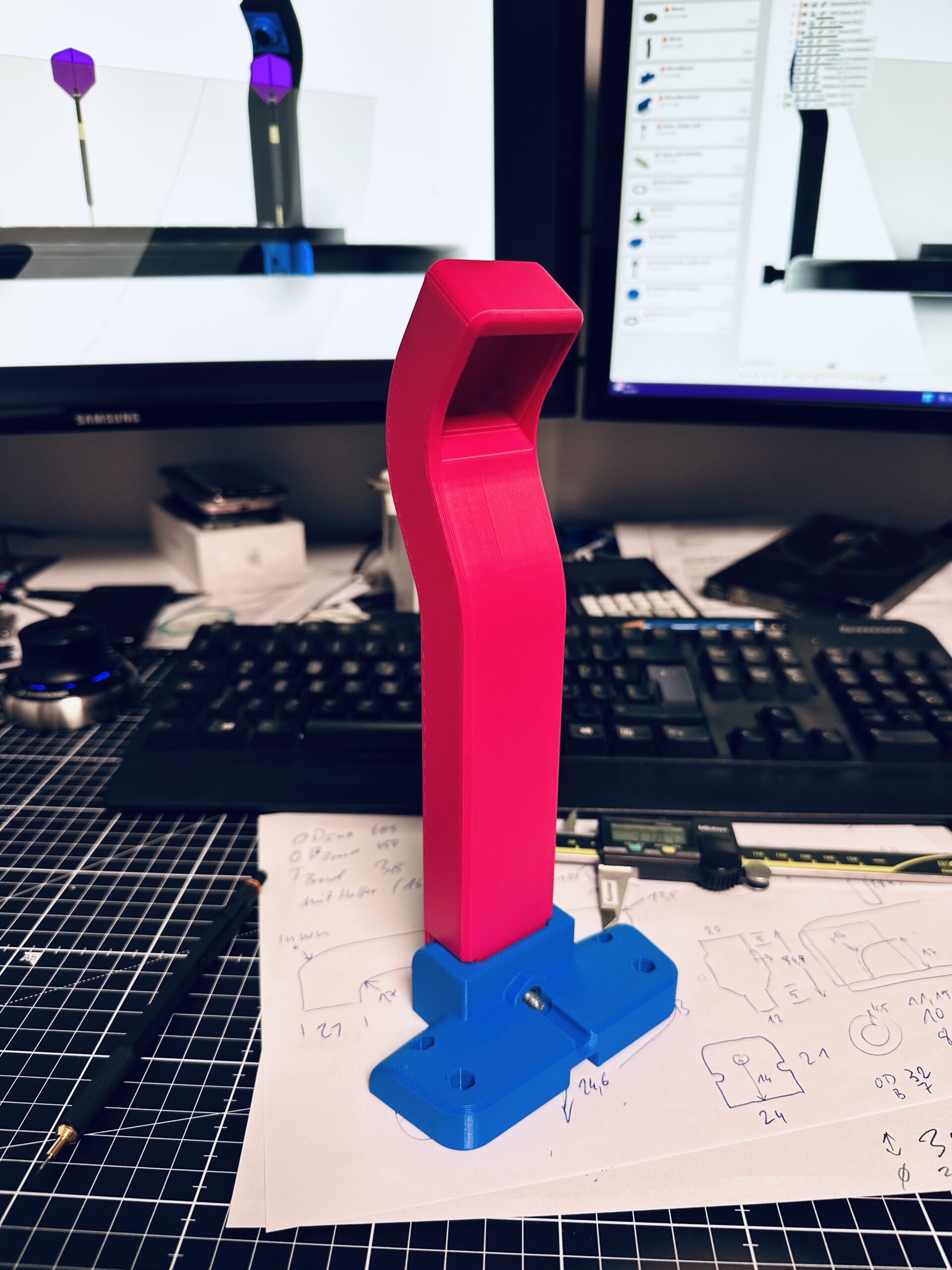
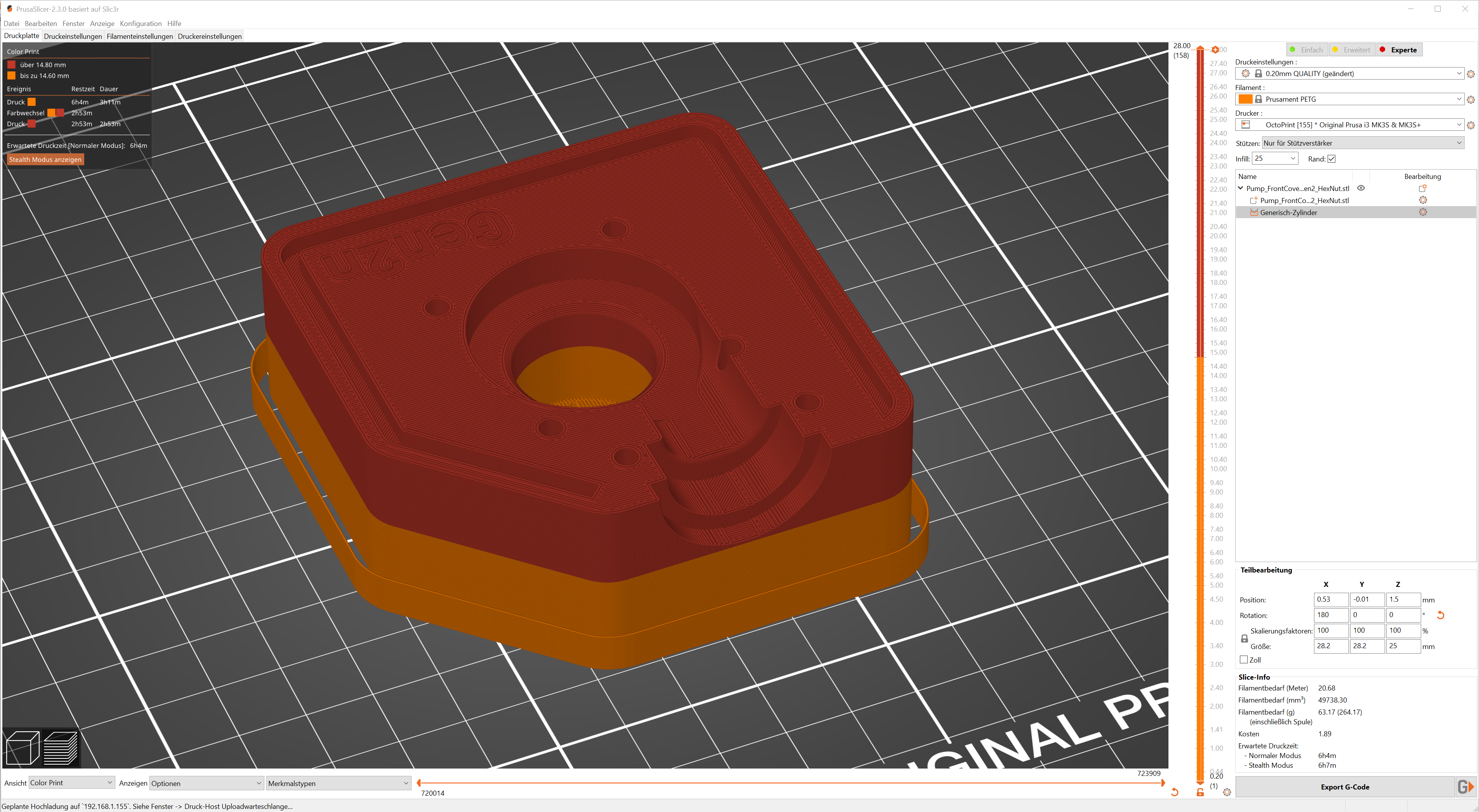
Testdruck Arm und Aufnahme
Wie stabil ist die Verbindung zwischen Arm und Aufnahme? Anhand eines Testdruckes ließ sich dies zuverlässig bewerten. -
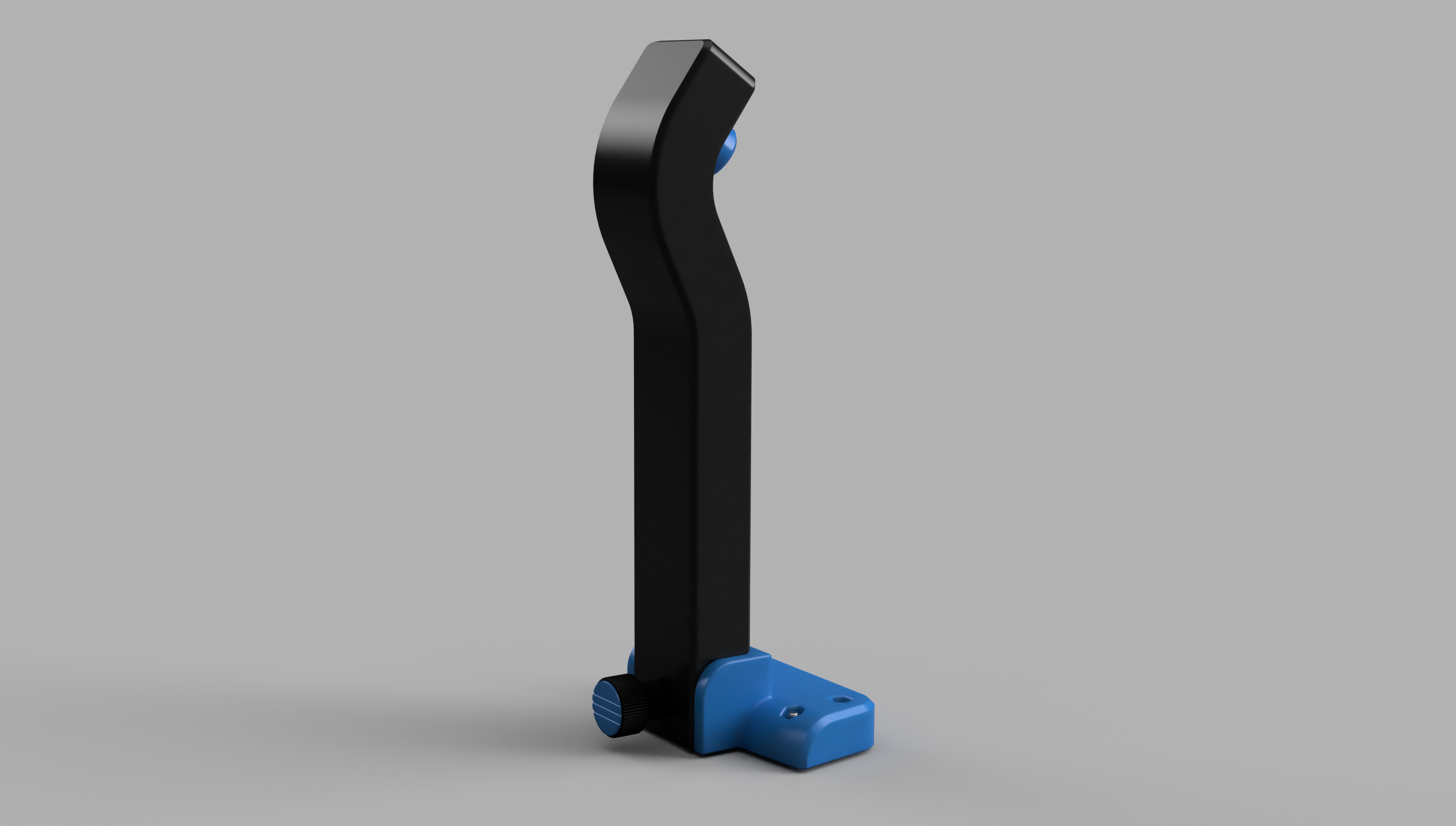
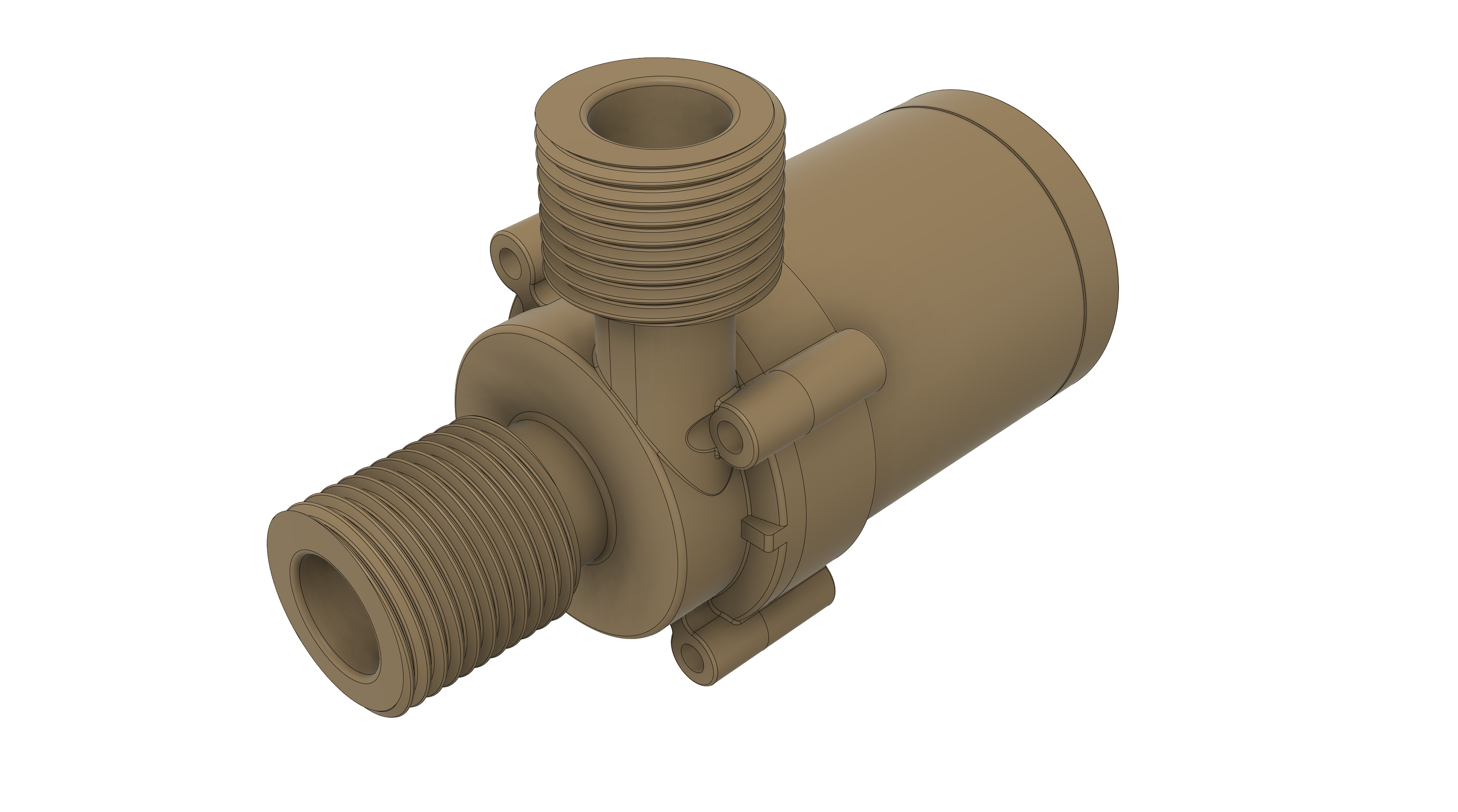
CAD Modell
Neue Idee
Bei der weiteren Planung ist mir nun ein Punkt aufgefallen, welcher das bisherige Konzept nochmal über den Haufen wirft.
Hinter dem Dartboard habe ich keine Möglichkeit das Raspberry Pi unterzubringen und es gibt auch keinen Stromanschluss. Zwangsläufig müsste hier also ein Kabelkanal installiert werden – was ich nicht wirklich ansprechend finde.
Hinter dem Dartboard habe ich keine Möglichkeit das Raspberry Pi unterzubringen und es gibt auch keinen Stromanschluss. Zwangsläufig müsste hier also ein Kabelkanal installiert werden – was ich nicht wirklich ansprechend finde.

Dartwand
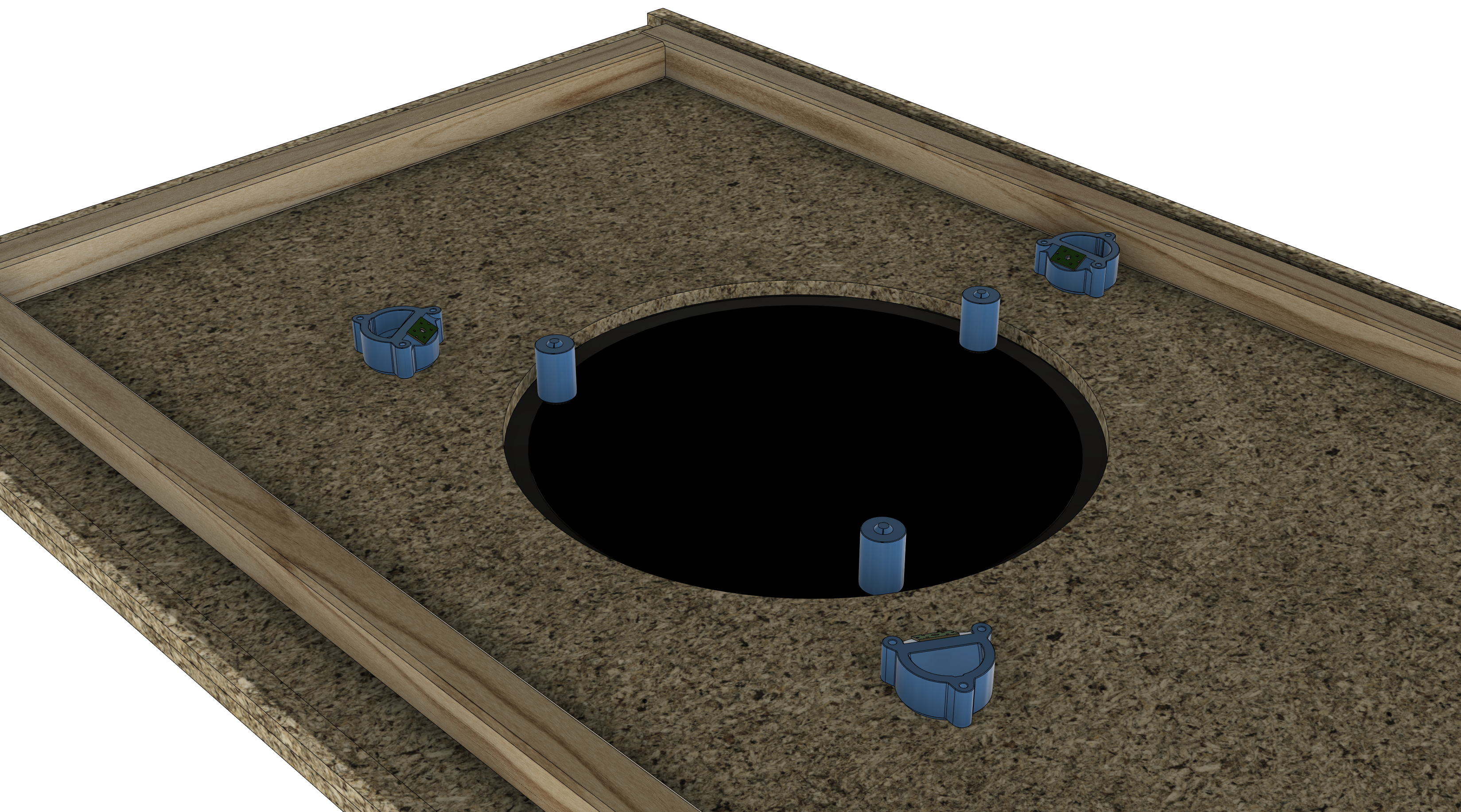
Um die Technik und Kabel zu verstecken würde ich eine Dartwand bauen. Auch hier sollen die Kamera-Arme nicht fest verschraubt sein, sondern sich nach Bedarf einfach Montieren und Entfernen lassen.
Auf dem CAD Rendering sieht man einen ersten Entwurf der Wand, welche circa 5 cm von der eigentlichen Wand absteht. Ausgeführt ist sie im Entwurf aus einem Rahmen (44 x 44 mm Hobelware) und 15 mm starken OSB-3 Platten.
Auf dem CAD Rendering sieht man einen ersten Entwurf der Wand, welche circa 5 cm von der eigentlichen Wand absteht. Ausgeführt ist sie im Entwurf aus einem Rahmen (44 x 44 mm Hobelware) und 15 mm starken OSB-3 Platten.
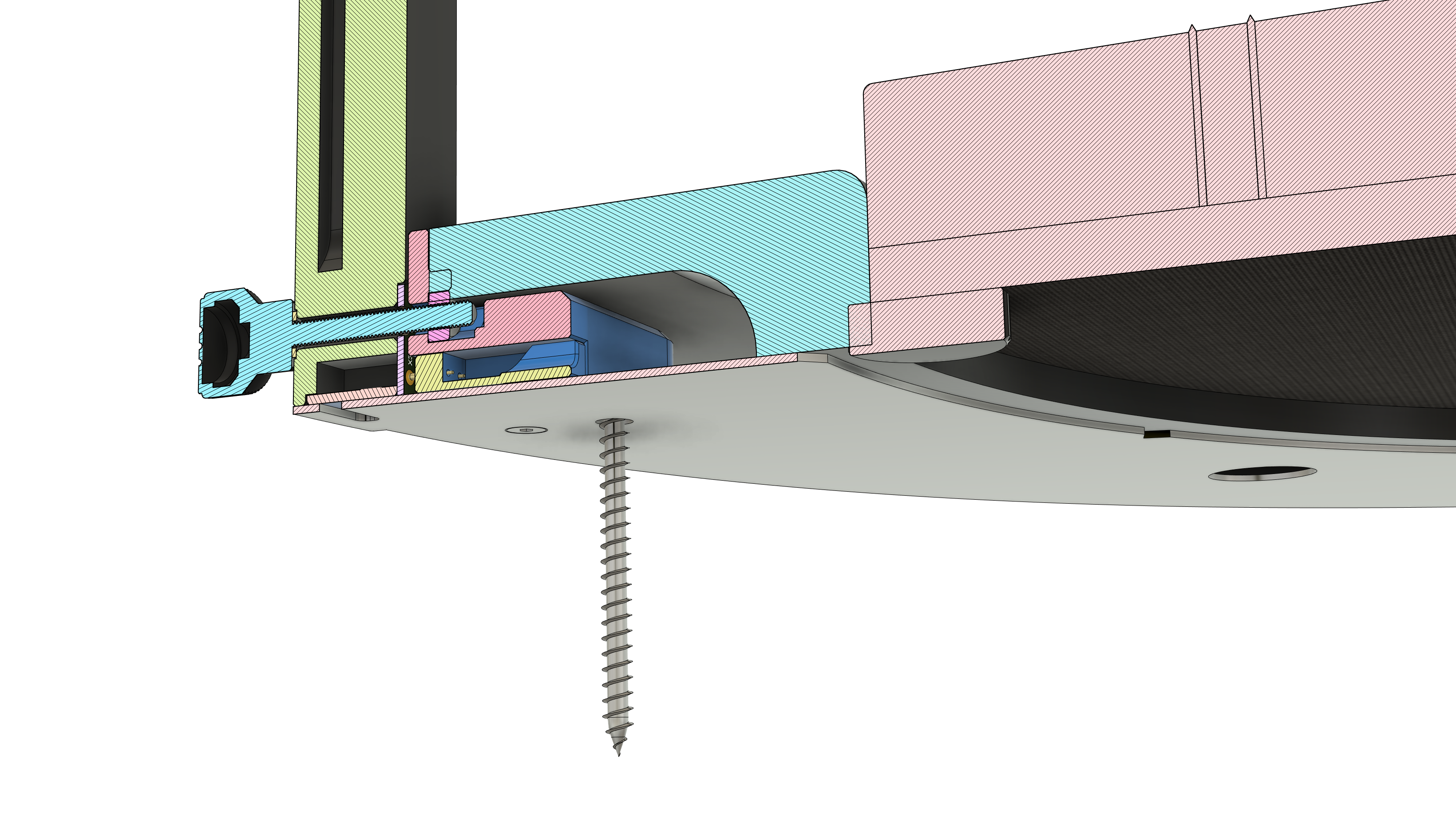
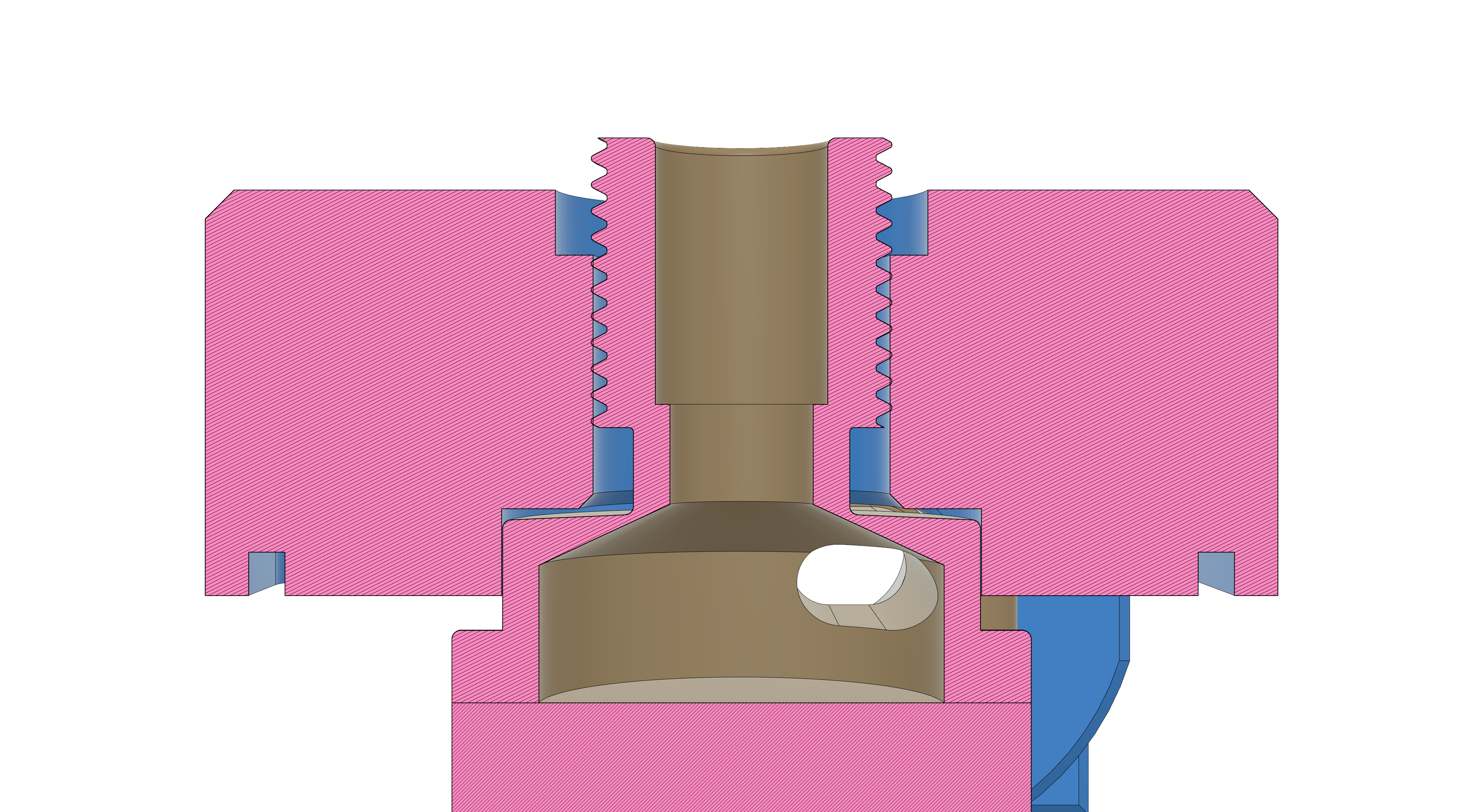
Im Detail
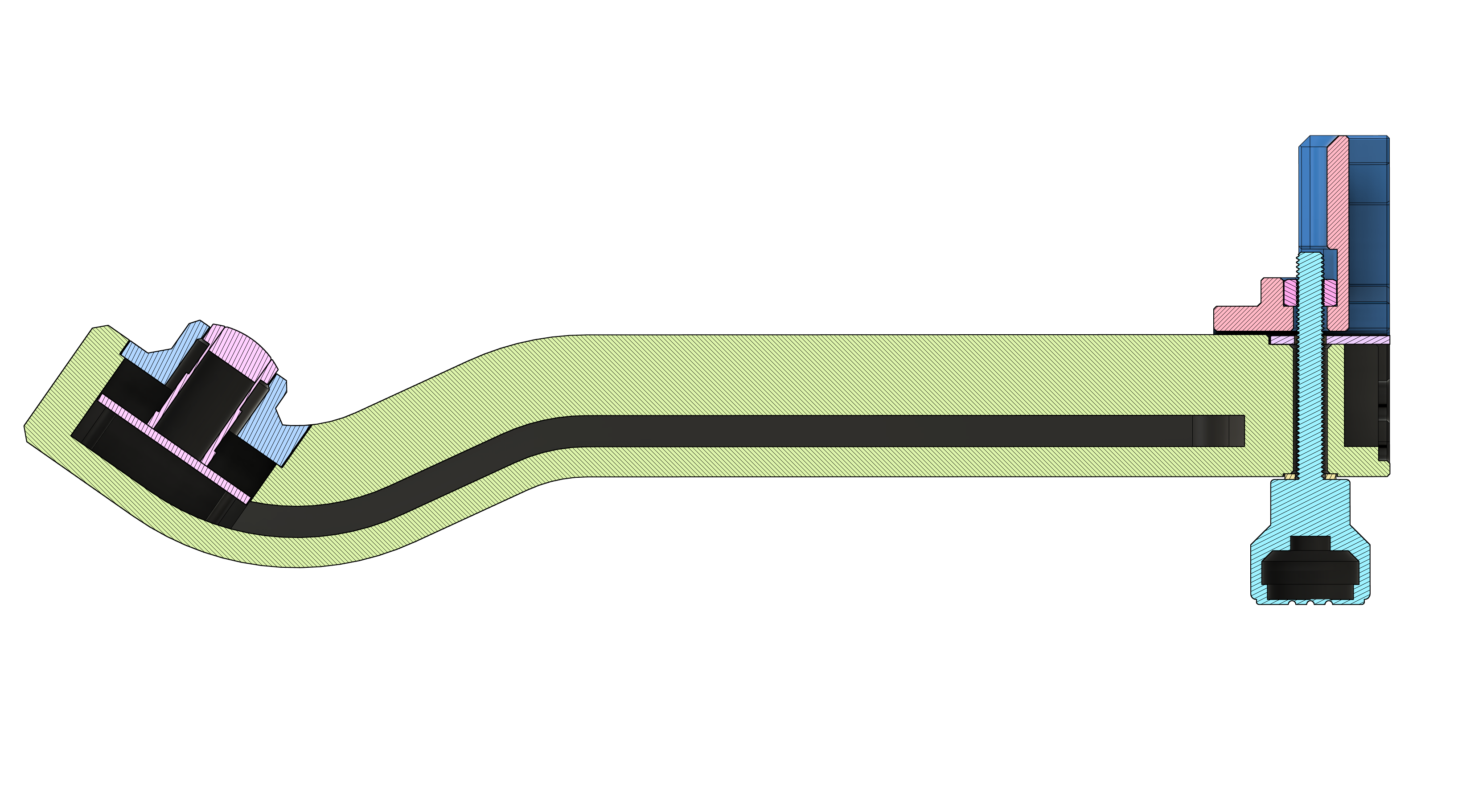
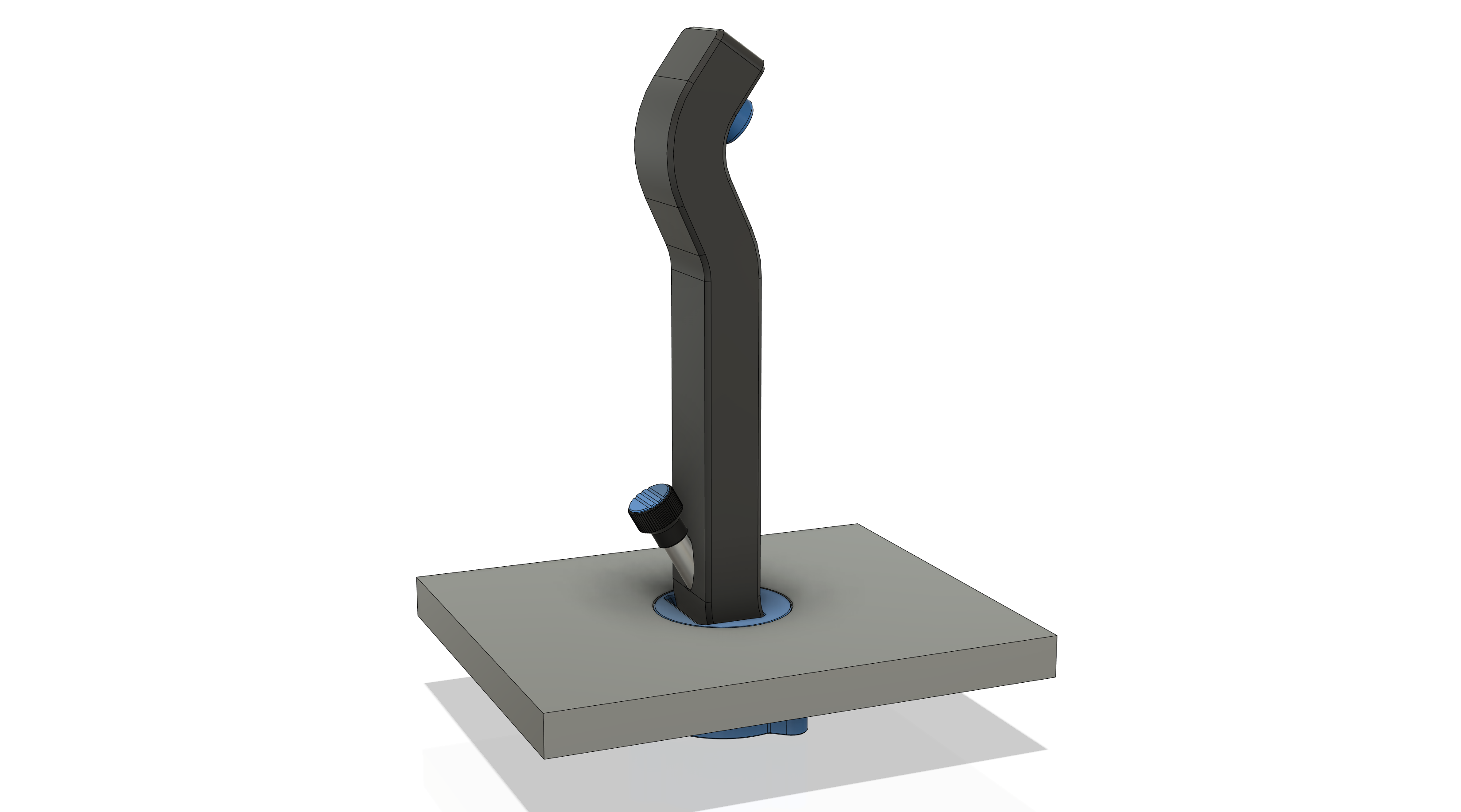
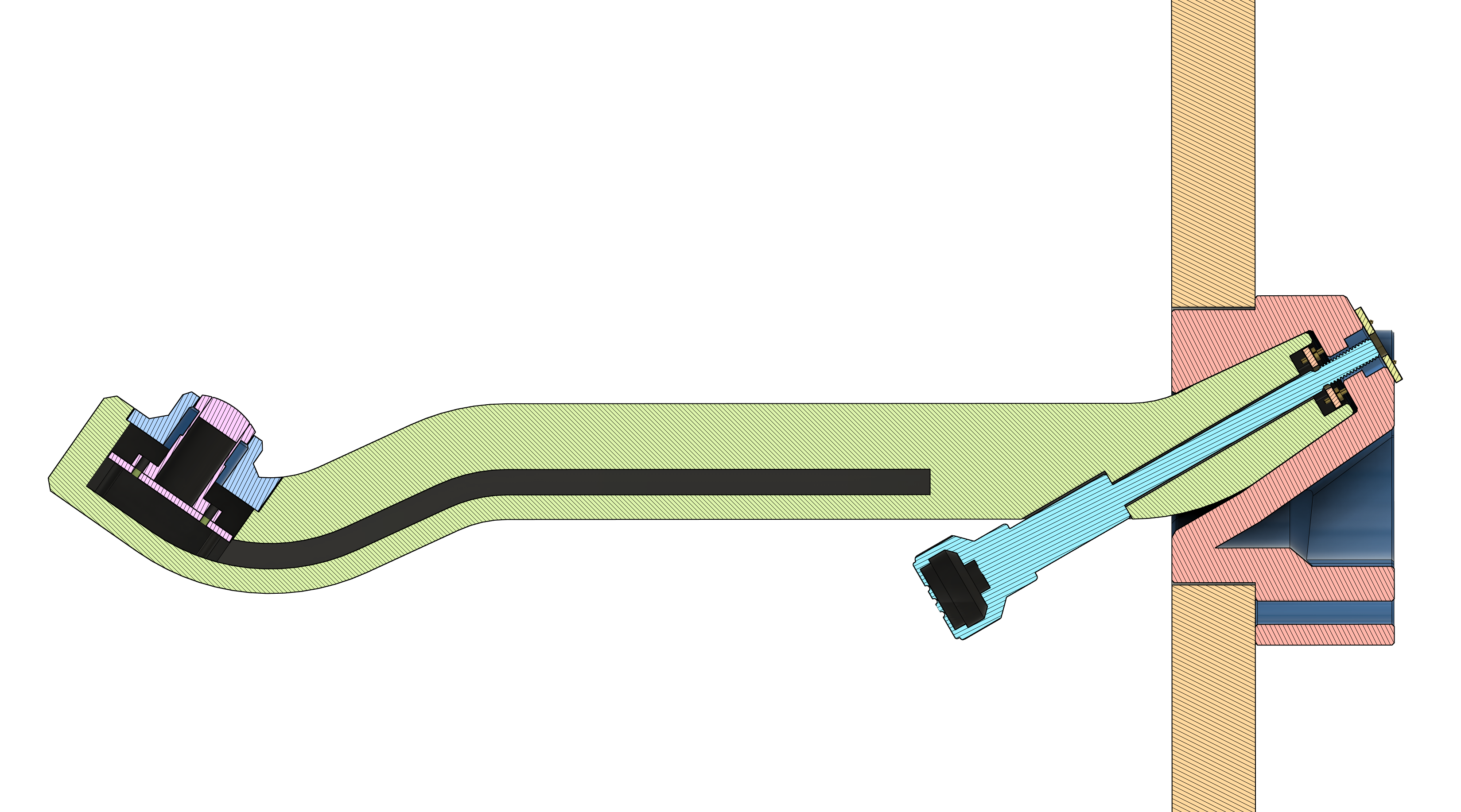
Wie auch schon beim ersten Konzept möchte ich Federkontakte nutzen um die USB Signale von der Aufnahme in den Arm zu übertragen. Ebenfalls nicht neue ist die Sicherung der Arme per Rändelschraube. Damit diese nicht vertikal durch den gesamten Arm führen muss, ist die eigentliche Aufnahme am Arm leicht angewinkelt, sodass die Schraube seitlich aus dem Arm herausragt. Die Zentrierung des Arms erfolgt über eine zweidimensional zulaufende Formgebung der Aufnahmeflächen, gleichzeitig wird so auch sichergestellt das der Arm spielfrei in der Aufnahme sitzt.
Die Dartwand selber ist im Bereich des Boards ausgespart, dieses ist separat an der Gebäudewand montiert. Etwaige Schwingungen werden also nicht auf die Dartwand und damit auch auf das Kamerasystem übertragen.
Die Dartwand selber ist im Bereich des Boards ausgespart, dieses ist separat an der Gebäudewand montiert. Etwaige Schwingungen werden also nicht auf die Dartwand und damit auch auf das Kamerasystem übertragen.
-
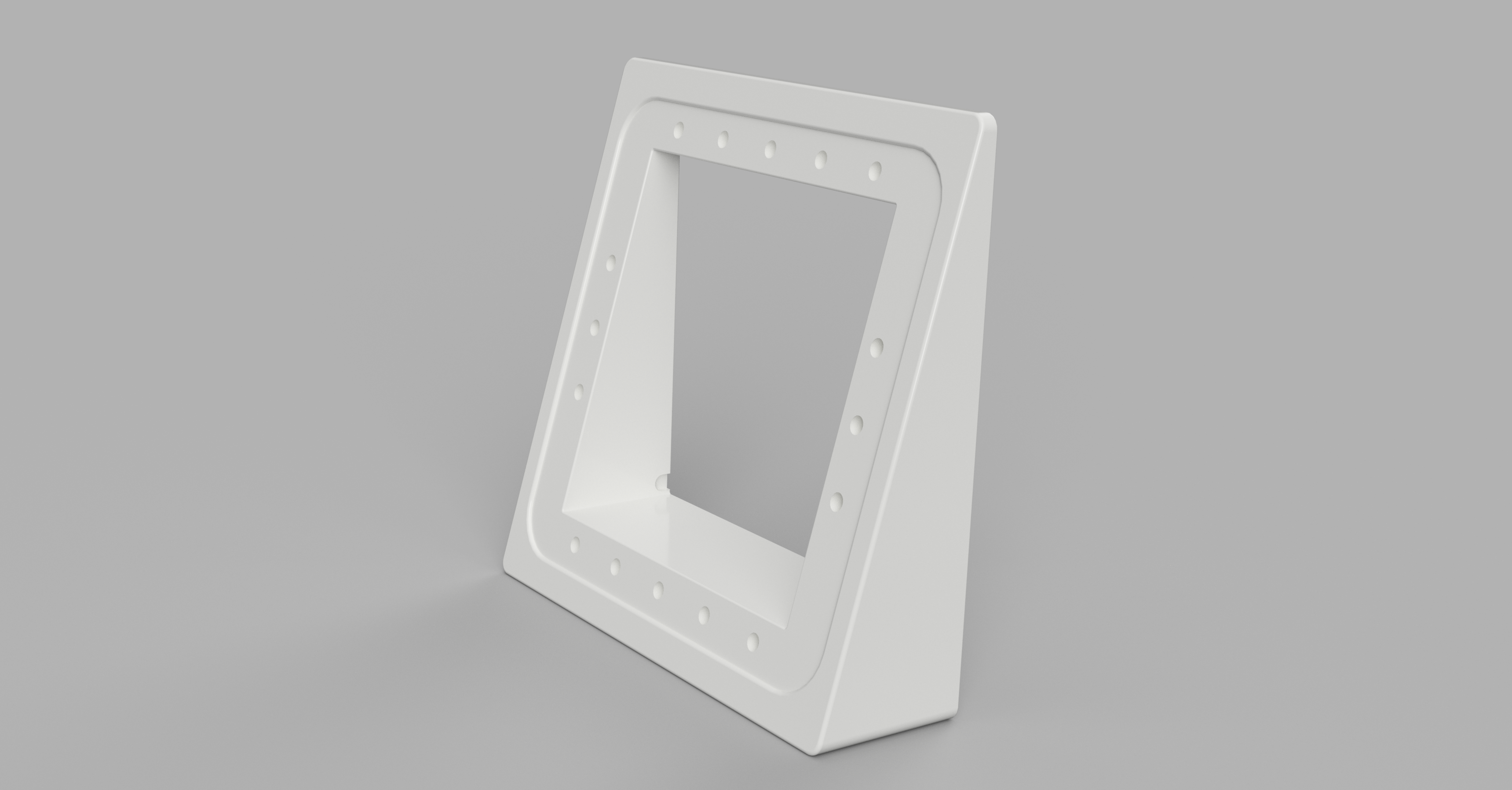
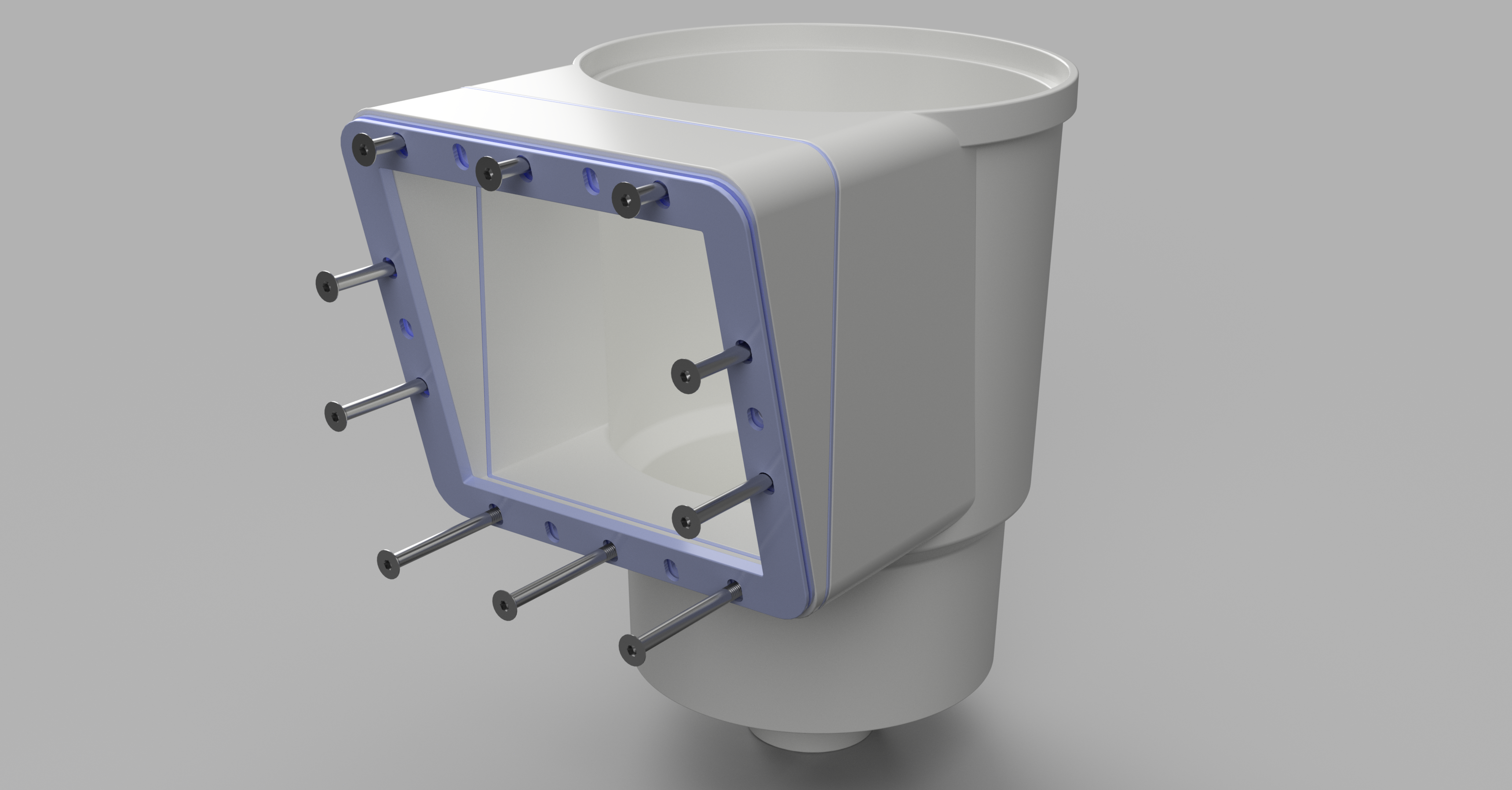
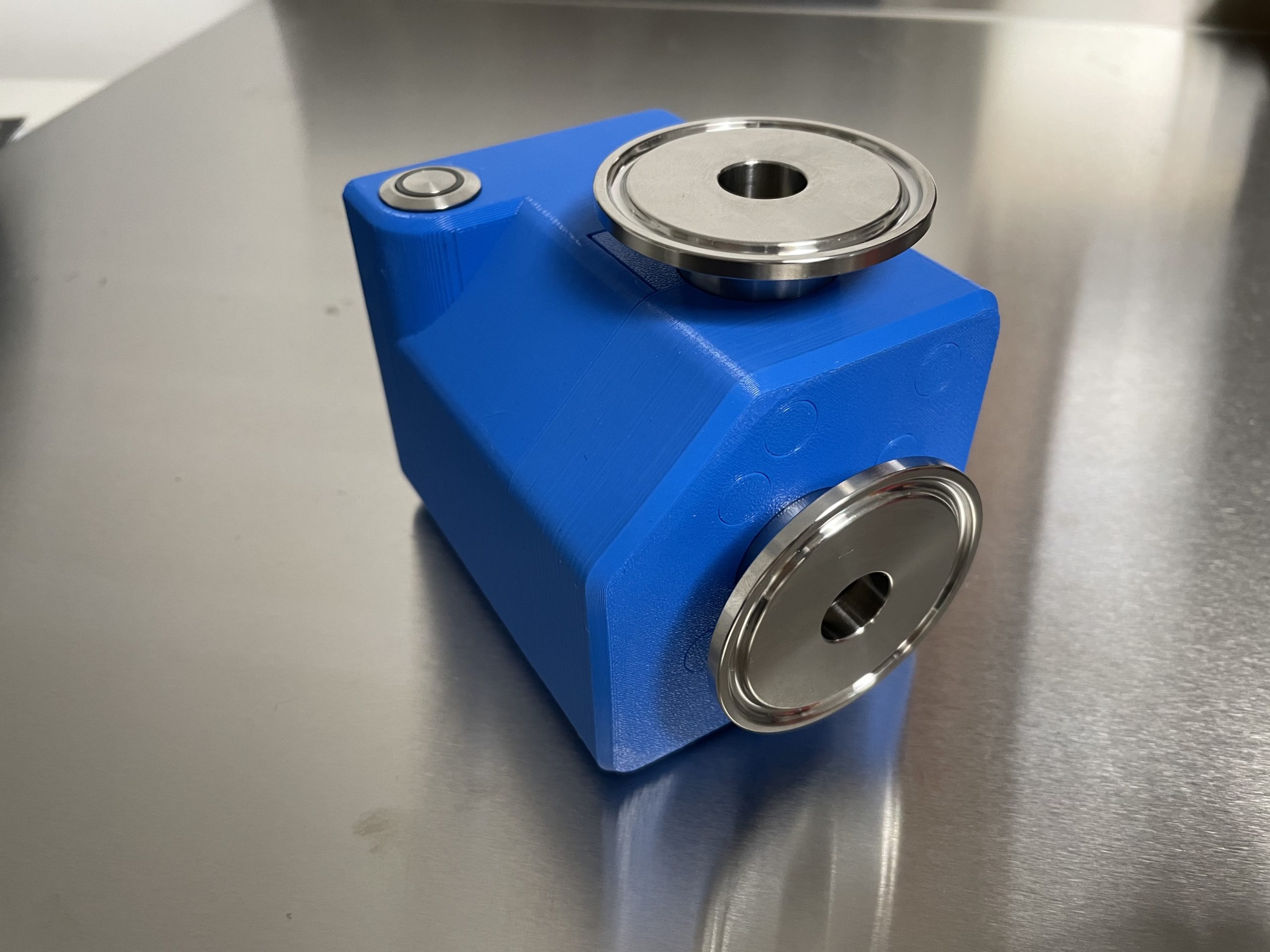
Arm-Aufnahme
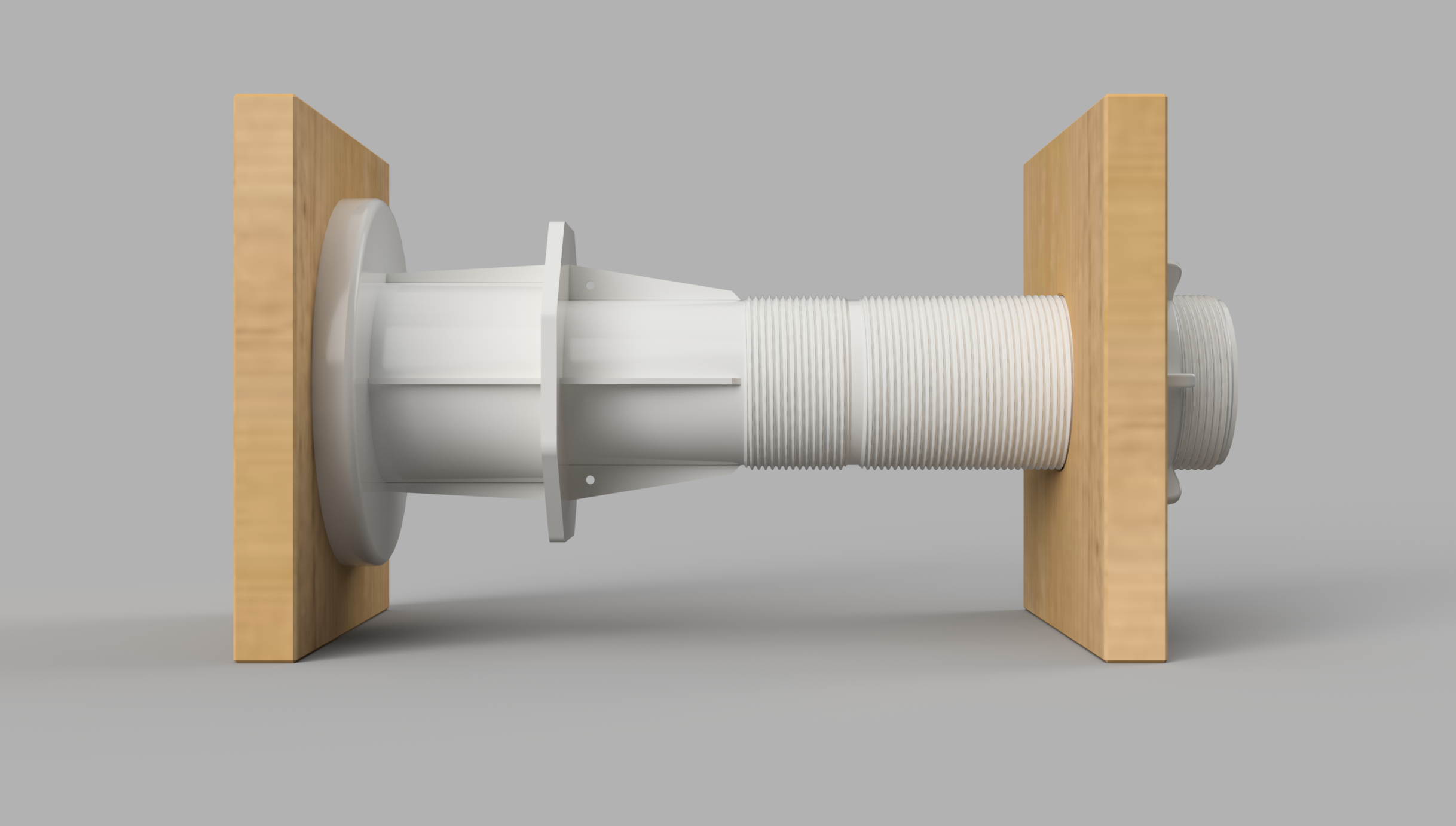
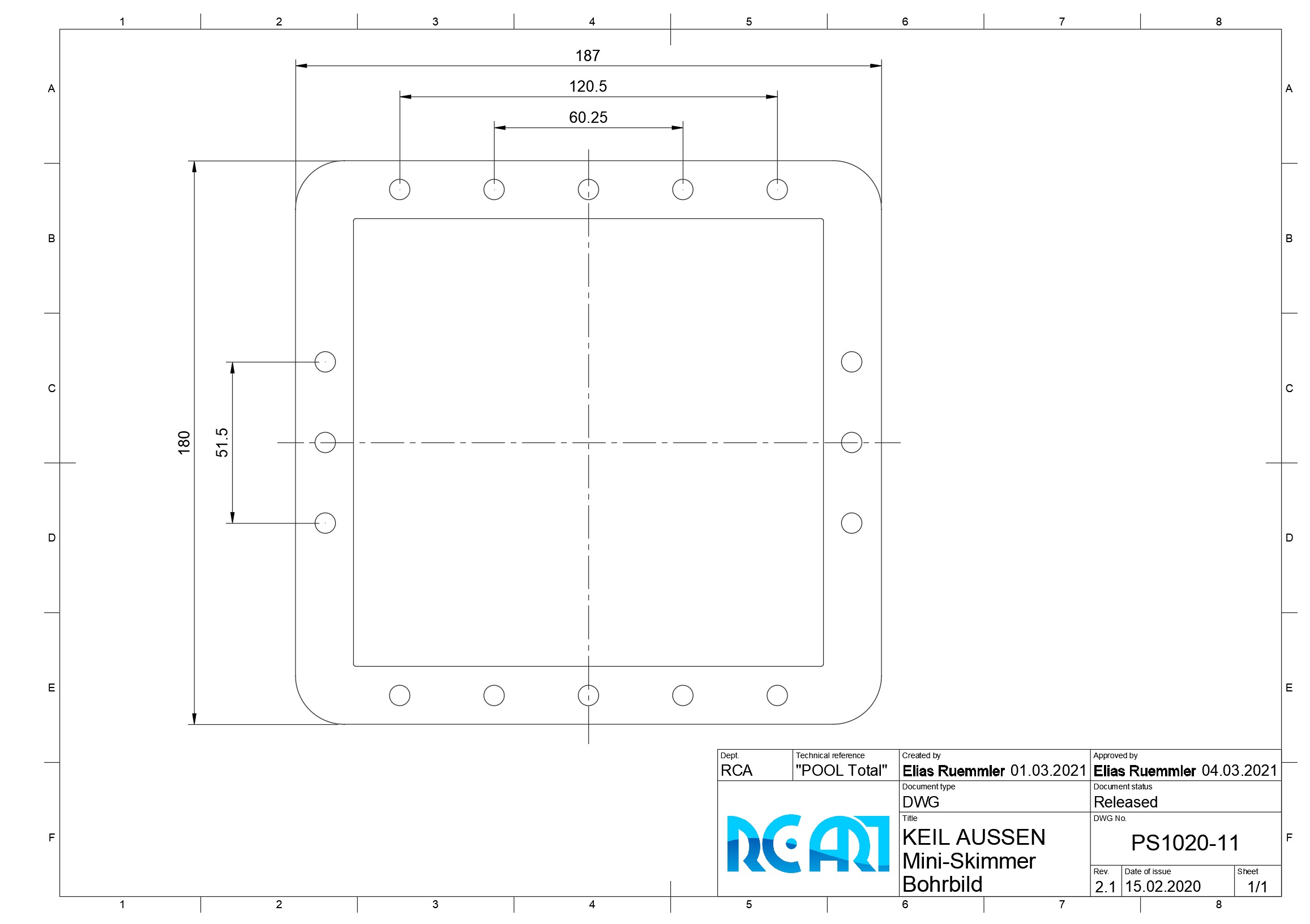
Die Arm-Aufnahme wird von hinten an der Dartwand montiert, in der Wand ist hierzu eine Bohrung mit 60 mm erforderlich. -
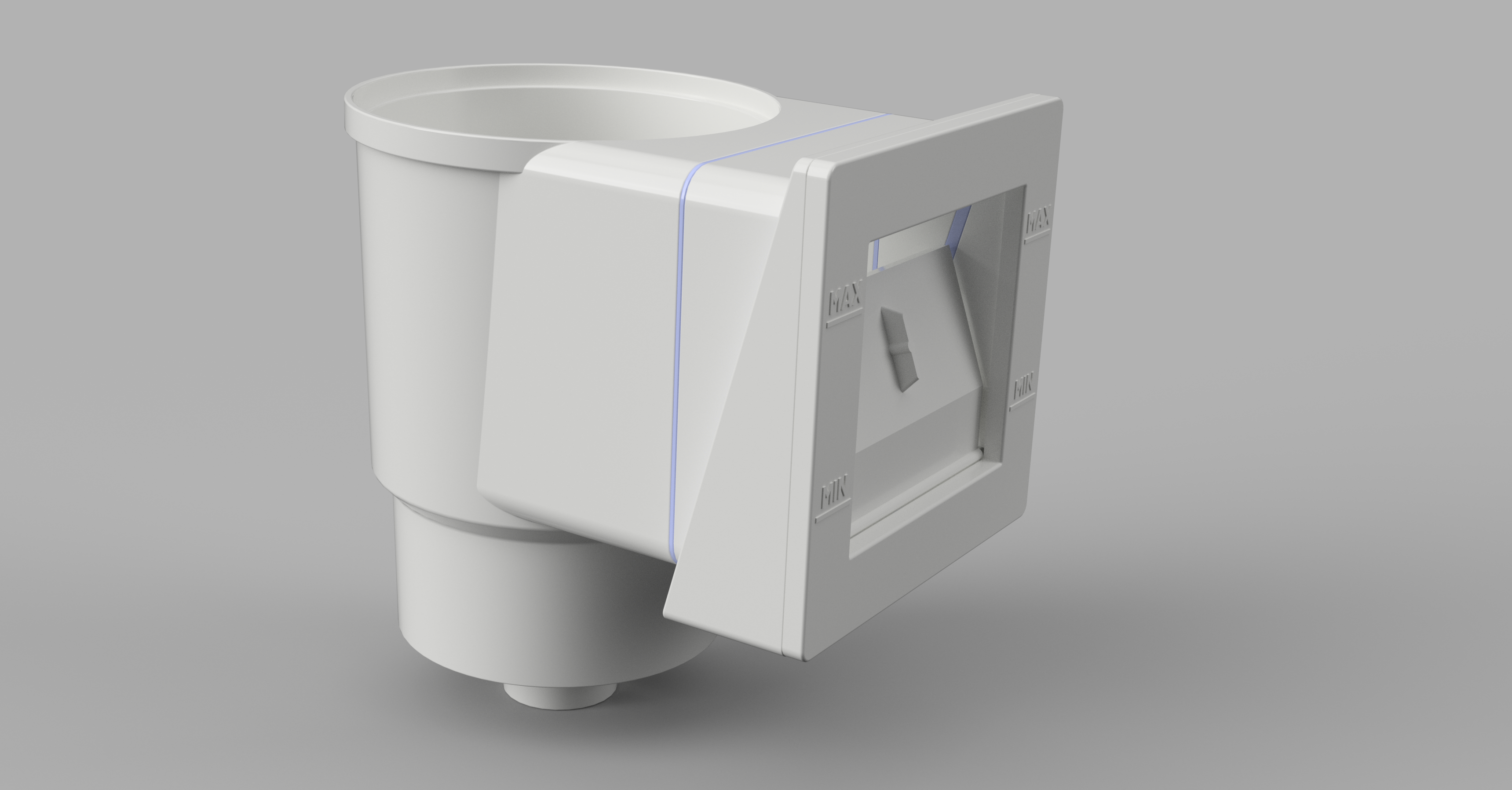
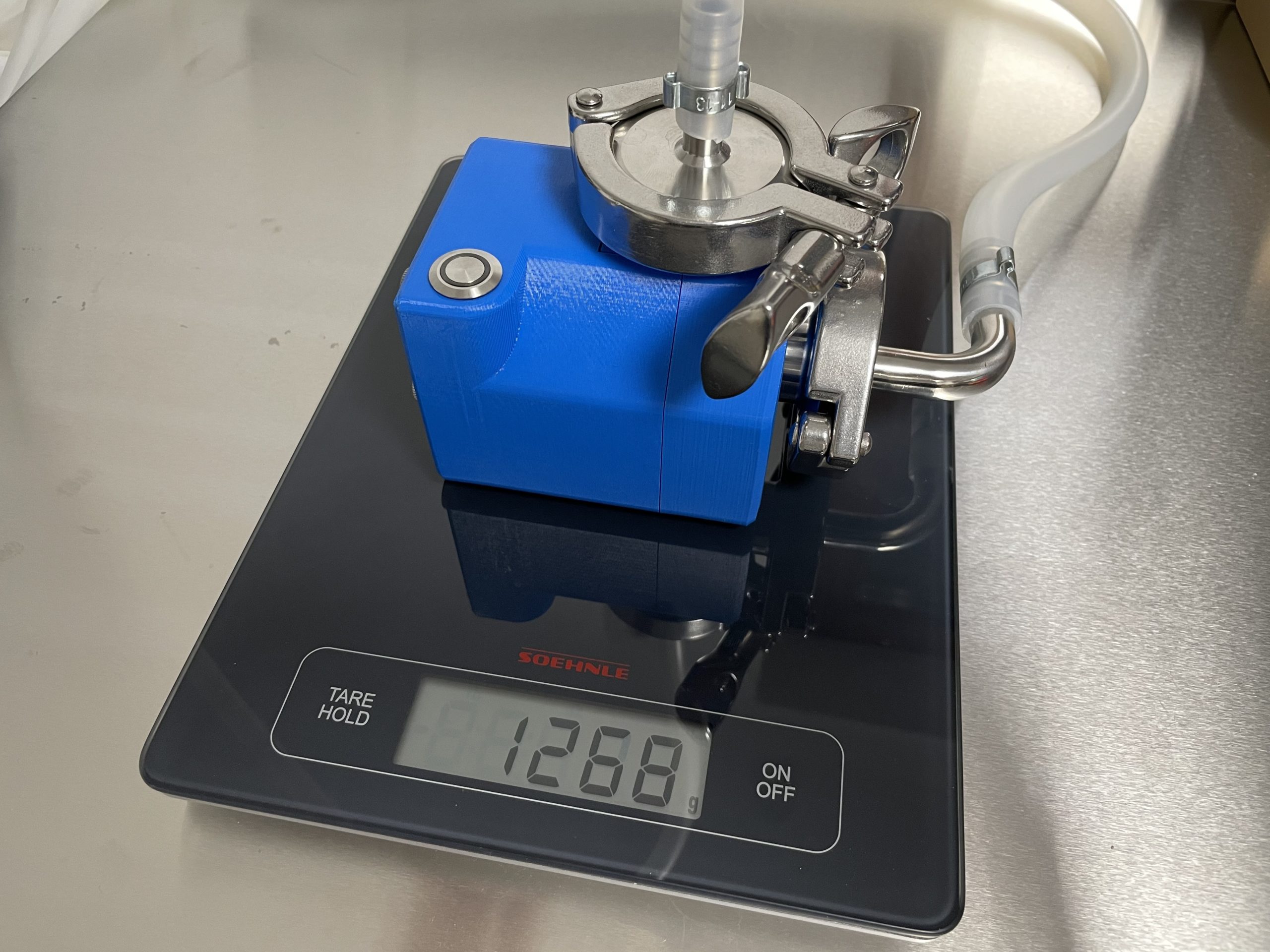
Sicherung mit Rändelschraube
Wie auch im ersten Konzept erfolgt die Sicherung des Armes mit einer Rändelschraube, die elektrische Schnittstelle wir ebenfalls mit Federkontakten realisiert. -
Entkopplung Kamerasystem
Damit Schwingungen vom Dartboard nicht auf die Kameras übertragen werden, ist das Board direkt an der Gebäudewand installiert und die DartWand in diesem Bereich ausgespart.





























 | M3 | DIN 466 | Edelstahl A1 (VA) | SC466")

")

 'HELL BLAU/CYAN' - 3D Drucker Filament - Made in Austria - höchste Qualität zum fairen Preis!")