Gehäuse für die
Rotek Minipumpe
Natürlich könnte man jetzt einfach eine „ordentliche Pumpe“ kaufen und das Problem wäre erledigt. Eine MP-15 zum Beispiel gibt es in Fernost fast hinterhergeworfen aber der Preis soll nicht das Problem sein. Ich habe noch 4 funktionsfähige Rotek Minipumpen hier liegen und würde diese gerne weiter nutzen. Von der Leistung sind mir diese ausreichend und im Vergleich zur MP-15 um Welten angenehmer, was die Geräuschbelästigung anbelangt.
Lange Rede kurzer Sinn – Ich bleib bei der Rotek.
Lange Rede kurzer Sinn – Ich bleib bei der Rotek.
Die Idee
Mit meinem Gehäuse möchte ich nicht nur die Stutzen mechanisch entlasten, sondern gleich noch ein paar weitere Punkte aufgreifen, welche mir nicht so gefallen. Dies wäre der fehlende elektrische Anschluss sowie ein entsprechender Ein/Aus-Schalter und die nicht ganz so einfache Reinigung des Pumpeninneren, beziehungsweise das demontieren der Pumpe.
Konstruktion
Das das Gehäuse ein 3d-Druckteil werden wird bedurft keiner weiteren Überlegung, alles andere wäre für mich nicht umsetzbar gewesen, zumindest nicht unter annehmbaren Aufwand.
Los ging es dann mit einem maßhaltigem CAD Modell der eigentlichen Pumpe. Sehr hilfreich waren hier die von Firma Rotek bereitgestellten Zeichnungen der Pumpe, in meinem Fall das Modell WPDC-10.5L-5.0M-24-VP. Anhand der Zeichnung und ein paar separat abgenommenen Maße ließ sich diese Arbeit im Genusszeitraum einer Flasche Bier umsetzen.

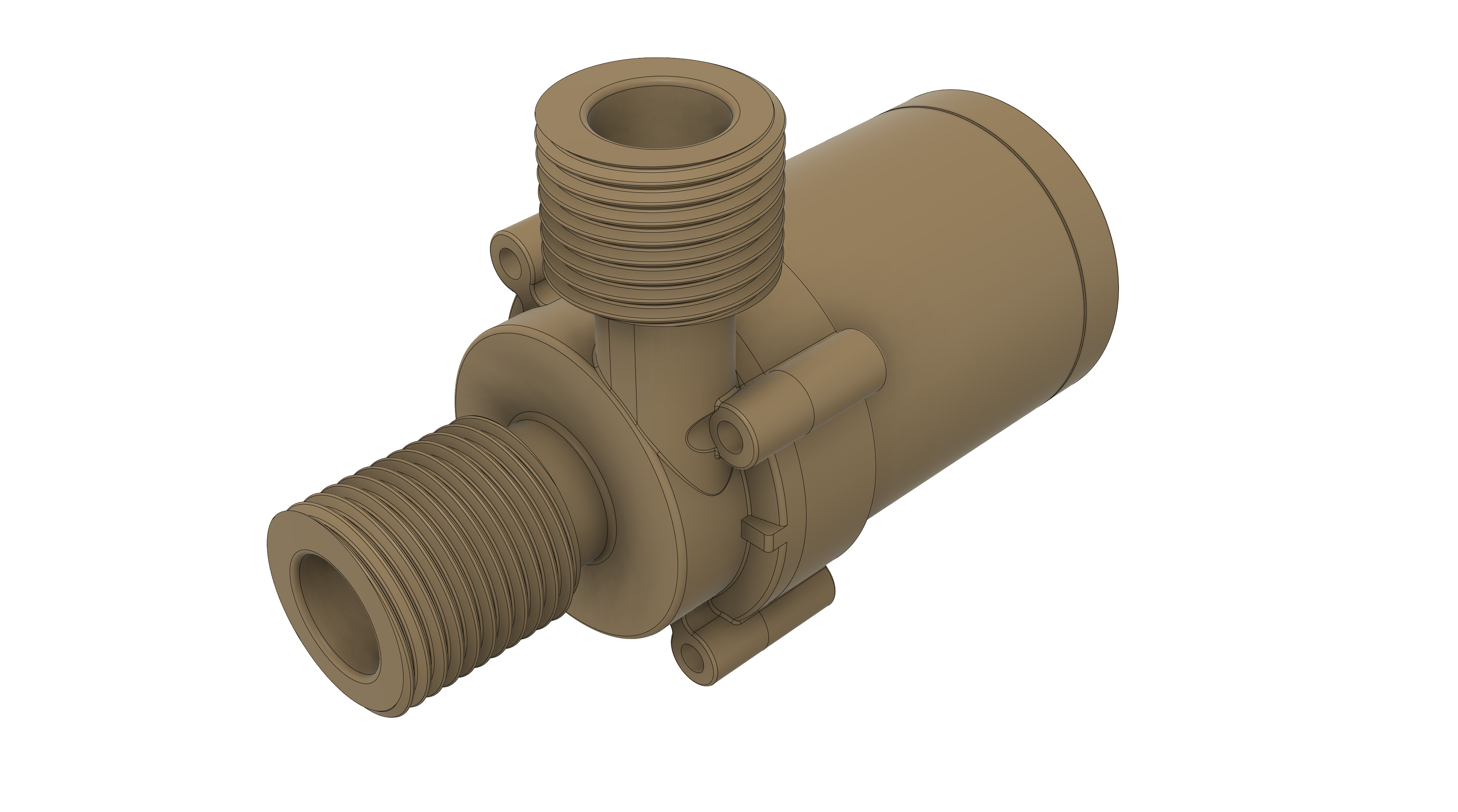
Das Gehäuse habe ich nun regelrecht um das Modell der Pumpe herum modelliert. Ziel war es ja, im Bereich der Anschlussstutzen eine mechanische Entlastung zu erreichen. Durch einen formschlüssigen Sitz ist dies, meiner Meinung nach, hinreichend gegeben. Da ich die Pumpe mit den Tri-Clamp Adaptern von Craft Hardware bestücke, sind diese ebenfalls spielfrei ins Gehäuse eingelassen.
-
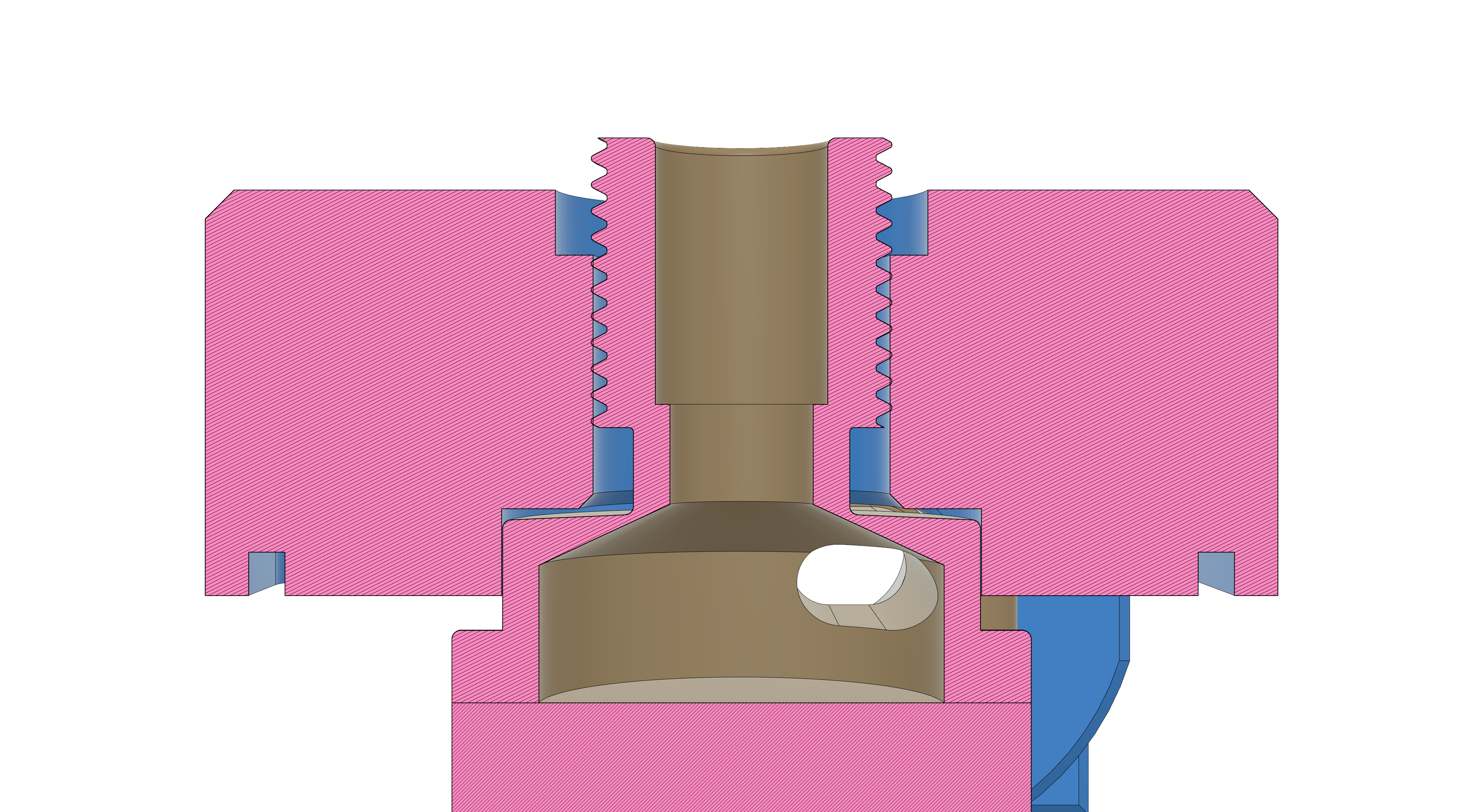
 Schnitt durch den Druckstutzen
Schnitt durch den Druckstutzen -
 Schnitt durch den Saugstutzen
Schnitt durch den Saugstutzen -
 Vorderes Gehäuseteil mit Klemme für den Druckstutzen
Vorderes Gehäuseteil mit Klemme für den Druckstutzen
Perfekte Passform
Nach ein paar Testdrucken konnte das Modell bis zur perfekten Passform optimiert werden. Hier muss natürlich ein Kompromiss zwischen festen Sitz und der Belastung, welche das verschraubte Gehäuse auf den Pumpenkörper ausübt, gefunden werden. Das entstandene gedruckte vordere Gehäuseteil sowie die zugehörige Klemme für den Druckstutzen lässt sich nahezu kraftlos um den Pumpenkörper legen, welcher anschließend dennoch fixiert ist.
Reinigung
Wie Eingangs erwähnt ist mir auch eine einfache Möglichkeit zur Reinigung der Pumpe, beziehungsweise ein schnelles demontieren der Pumpe wichtig. Serienmäßig wird die Pumpe mit vier Treibschrauben verschraubt, löst man diese nach jedem Sud hat man schnell kein Gewinde mehr im weichen Kunststoff. Mein Gehäuse ist so ausgelegt, dass die Pumpe ohne diese vier Schrauben auskommt. Stattdessen werden die beiden Pumpenteile vom Gehäuse zusammengedrückt. Dazu dienen ebenfalls vier Gewindestangen, welche vom vorderen Gehäuseteil durch die vorhandenen Laschen an der Pumpe bis über das hintere Gehäuseteil reichen. Verspannt werden die Gehäuse- und Pumpenteile dann mittels M3-Rändelmuttern. Somit ist eine zuverlässige und werkzeuglose Montage sowie Demontage möglich.
Elektrik
Das hintere Gehäuseteil bietet ausreichend Raum zur Montage einer Buchse für übliche Hohlstecker, was den Einsatz fertig konfektionierter Netzteile erlaubt. Des Weiteren wird ein beleuchteter Schalter vorgesehen, mit welchem die Pumpe ein und aus geschalten werden kann und der entsprechende Schaltzustand signalisiert wird. Zum Reinigen kann der Pumpenmotor leicht aus dem hinteren Gehäuseteil entnommen werden, der elektrische Anschluss lässt sich hierbei durch einen weiteren Steckverbinder trennen.
Erster Prototyp



Der erste funktionale Prototyp bringt bereits alle Features mit. Anstelle des angedachten beleuchteten Druckschalters sind jedoch noch ein Kipphebelschalter und eine separate LED verbaut. Gedruckt sind die Gehäuseteile hier aus PETG. Später möchte ich das Material ASA verwenden, welches sich besser für den Einsatz bei zu erwartenden Temperaturen von bis zu 100 °C eignet und zudem eine höhere Resistenz gegen Chemikalien aufweist.
-
Mechanische Entlastung der Anschlussstutzen
-
Werkzeuglose Demontage zur Reinigung
-
Integrierter Schalter einschließlich Betriebsanzeige
-
Standard Netzteilanschluss per Hohlstecker
Generation 2
Auch das Back-Cover mit integrierten beleuchteten Druckschalter ist nun fertig.
Generation 2 im Überblick
Rein äußerlich sowie funktional ist das Gen2 Gehäuse soweit fertig. Der erste Prototyp ist zwar nicht in besonderer Qualität gedruckt, aber dennoch recht ansehnlich geworden. Auch wenn der Spruch ziemlich abgedroschen ist – Bilder sagen mehr als 1000 Worte.
-
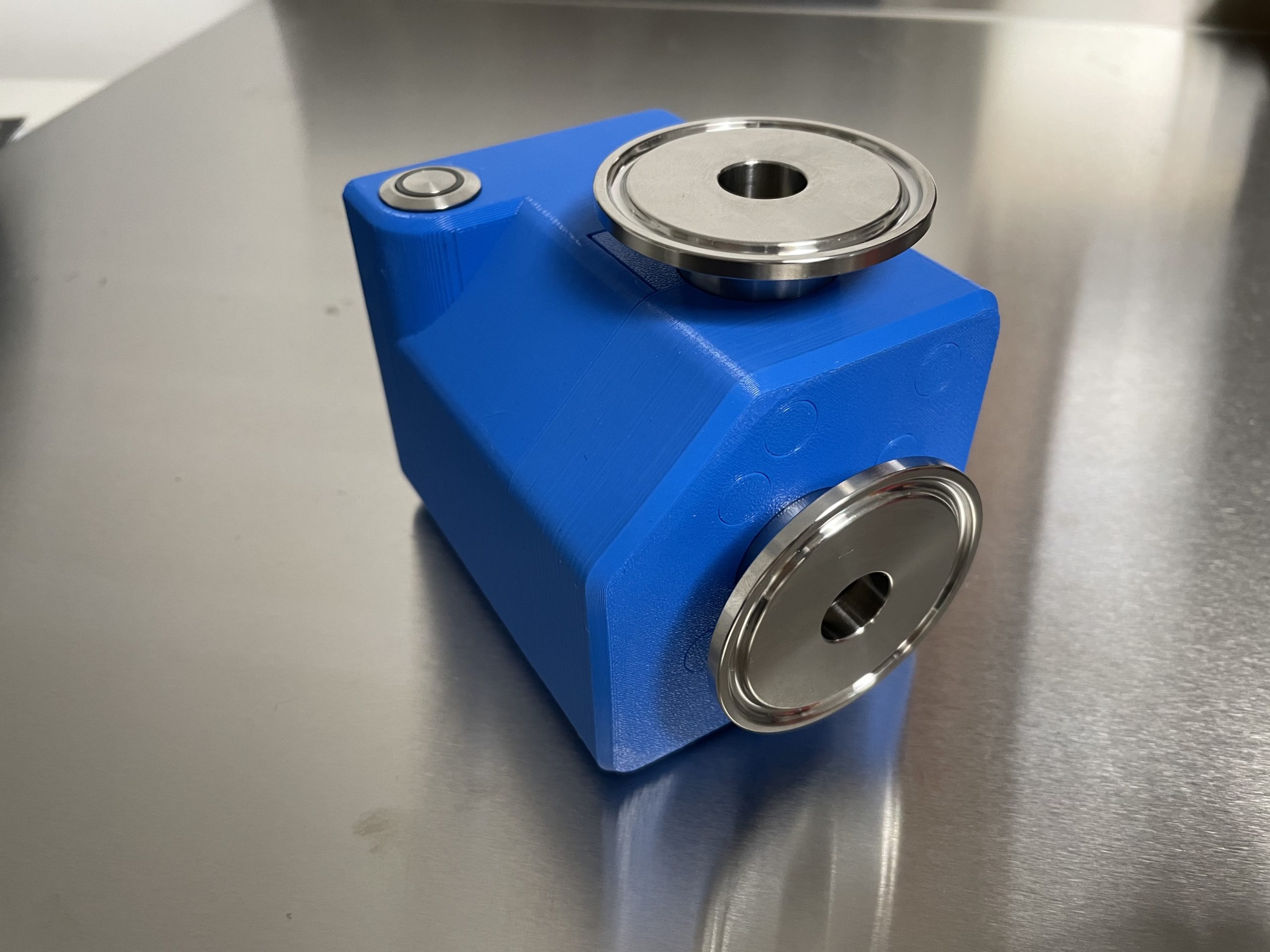
Funktionales Design
Abgeschrägte Gehäusekante für einfachen Zugriff auf die Tri-Clamps
-

Leichte Reinigung
Gehäuse und Pumpe sind in 30 Sekunden Zerlegt – Werkzeuglos
-

Plug and Play
Standard Steckernetzteil
-

Front-Cover mit eingelegten Muttern
Die Verschlusskappen für die Gewindeeinsätze entfallen in dieser Variante
-

Hervorstehender Druckschalter
Aufgrund der 16 mm Bauform lässt sich ein Druckschalter mit hervorstehenden Betätiger einfacher bedienen
-

Ganug Platz für die Clamps
Die Tri-Clamp Klemmen können bequem angezogen werden
Highlights
Mit über 1,2 kg Bruttogewicht und ihren Gummifüssen steht die Pumpe sicher und zuverlässig auf der doch eher glatten Edelstahl-Arbeitsplatte. In Kombination mit einfachen Silikonschläuchen (ohne Gewebeeinlage) sollte hier nichts wackeln. Elektrisch habe ich jetzt auch den angedachten Stecker verbaut, um den Pumpenmotor zur besseren Reinigung vom Gehäuse Back-Cover trennen zu können.
-

Sicherer Stand
Versenkte Gummifüße
-
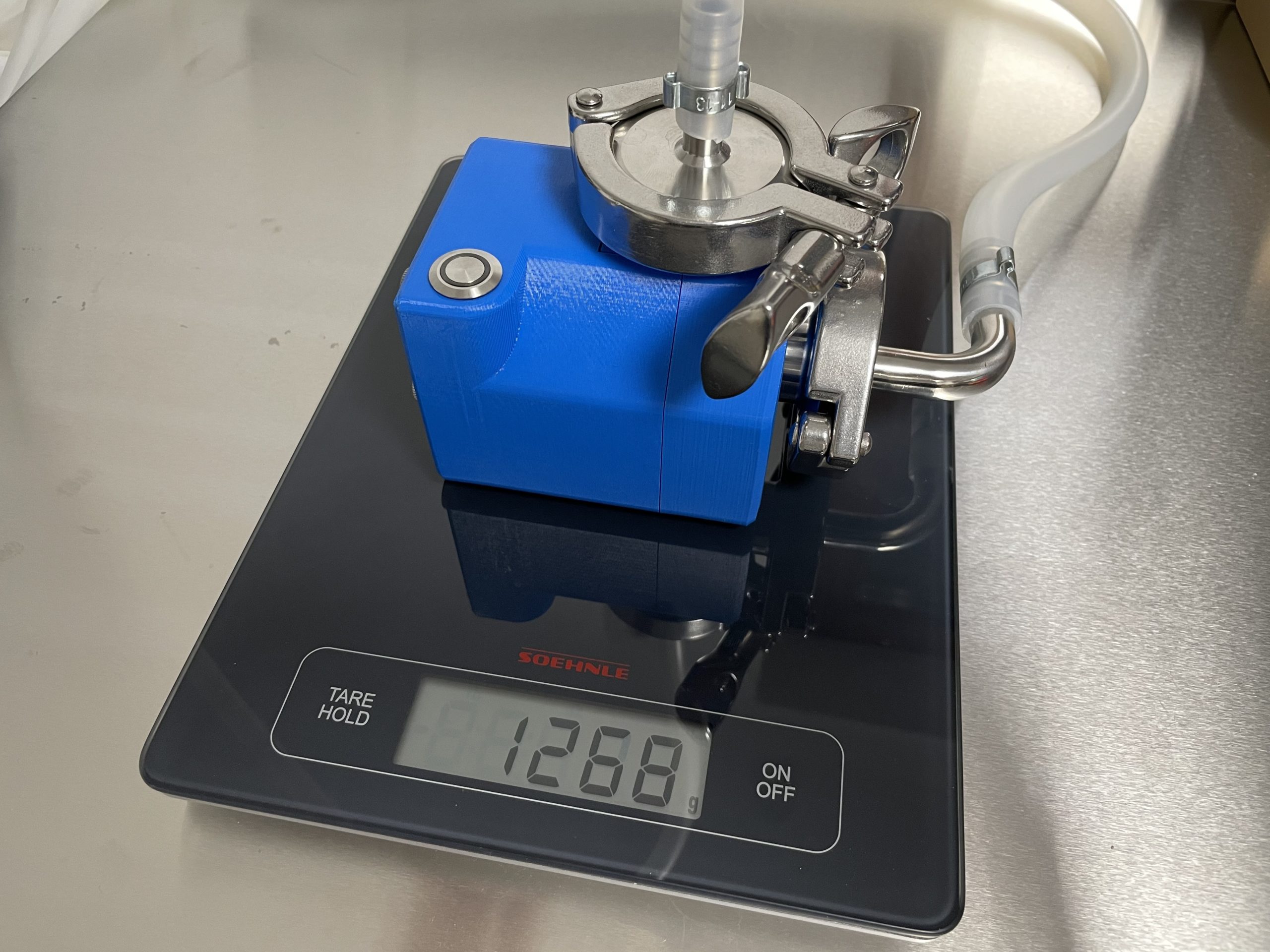
Hohes Eigengewicht
580 g Nettogewicht (ohne Clamps und Schlauchtüllen)
Bei Verwendung von einfachen Silikonschläuchen (ohne Gewebeeinlage) ist die Pumpe mit über 1,2 kg schwer genug, sodass sie nicht weg rutscht oder umkippt. -

Komplett zerlegbar
Pumpenmotor per Steckverbinder trennbar
Front-Cover mit eingelegten M3 Muttern
Die Gewindeeinsätze im Frontcover wurden gegen selbstsichernde Muttern getauscht. Die Muttern sind komplett vom Druckteil umschlossen und müssen während des Drucks eingelegt werden. Vielen Dank an Herbert aus dem hobbybrauer.de Forum für den Tipp.
-
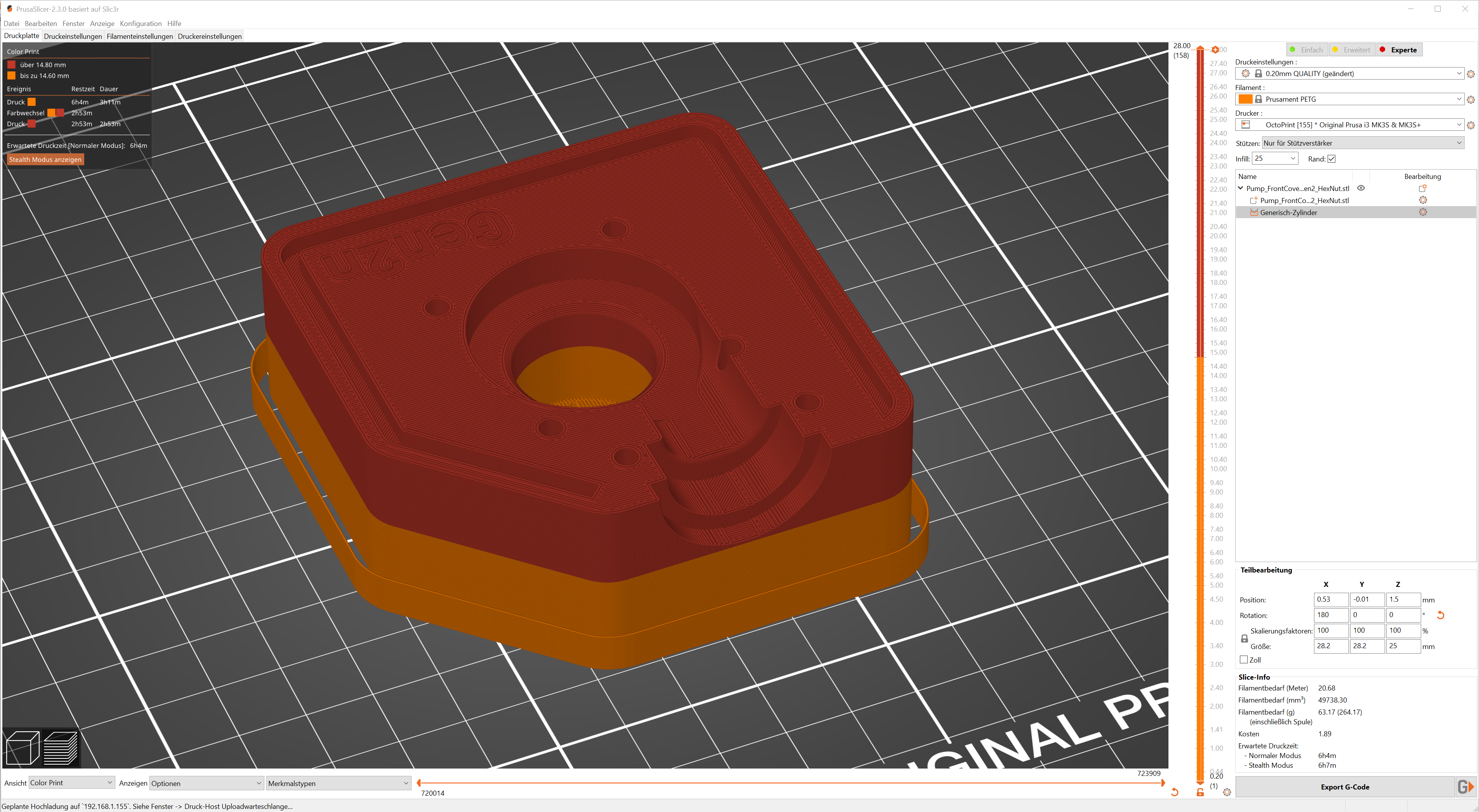
Konfigurierte Druckpause
Ansicht im Slicer
-

Eingelegte Muttern
Die Taschen haben ein minimales Übermaß
Projekt abgeschlossen
Ich bin mit dem Ergebnis meiner Arbeit zufrieden und werde das Pumpengehäuse bei den nächsten Suden auf Herz und Nieren testen. Updates zum Projekt und zu anderen Themen rund ums Homebrewing gibt es auf Instagram (@100prznt_de).
Wo wir gerade bei Instagram sind… #sharingiscaring ist nicht nur ein cooles Hashtag, sondern auch ein Motto welchem ich nach gehen. So veröffentliche ich alle Druckdaten (STL Files) sowie eine Stückliste für diese Projekt. Jeder mit einem 3D Drucker und etwas handwerklichen Geschick sollte dann in der Lage sein sich sein eigenes Gehäuse anzufertigen.
Nachbauen?
Wer über einen 3D Drucker verfügt und einen Lötkolben bedienen kann, der kann sich das Pumpengehäuse in kurzer Zeit selber bauen.
Im Folgenden eine Übersicht der benötigten Materialien. Ich gebe zu, dass ich gerne und viel bei Amazon kaufe, einfacher und sicherer Bestellvorgang und schnelle Verfügbarkeit sind mir hier oftmals wichtiger als ein paar Cent beim Preis zu sparen.
Stückliste
Im Folgenden eine vollständige Stückliste. Die angegebenen Amazon Links dienen hier eher als Beispiel, kaufen würde ich nicht alle Teile bei Amazon. Zum einen sind die Preise bei Amazon mitunter recht hoch und die Stückzahlen werden auch nicht benötigt, wenn man nur eine Pumpe bauen möchte. Was man an Material nicht in der eigenen Resterkiste findet kann man meist günstig im lokalen Baumarkt oder einer Conrad Filiale beziehen.
Stückliste – Gehäuse Rotek Minipumpe
Elektrik
Neben der Pumpe und einem passenden Netzteil wird für den elektrischen Aufbau noch ein passender Druckschalter und eine Einbaubuchse benötigt.
Für den preisbewussten Käufer kann ich für den Druckschalter den Shop vom deutschen Hersteller Metzler GmbH empfehlen. Auch das Netzteil kann man beim einschlägigen Elektronikhändler sicherlich günstiger beziehen, relevant ist hier natürlich die Betriebsspannung von 24 VDC und eine minimale Leistung von 20 W. Der Hohlstecker sollte die Abmessungen 5,5 x 2,1 mm haben, damit er in die empfohlene Buchse passt.
Der aufgeführte JST Stecker steht hier nur stellvertretend für eine einfache 2-polige Steckverbindung. Da ich die JST JWPF Stecker allerdings vorrättig habe , habe ich ihn selber auch verbaut. Ein Stecker für ein paar Cent wird hier sicherlich genau so seine Arbeit verrichten.
Für den preisbewussten Käufer kann ich für den Druckschalter den Shop vom deutschen Hersteller Metzler GmbH empfehlen. Auch das Netzteil kann man beim einschlägigen Elektronikhändler sicherlich günstiger beziehen, relevant ist hier natürlich die Betriebsspannung von 24 VDC und eine minimale Leistung von 20 W. Der Hohlstecker sollte die Abmessungen 5,5 x 2,1 mm haben, damit er in die empfohlene Buchse passt.
Der aufgeführte JST Stecker steht hier nur stellvertretend für eine einfache 2-polige Steckverbindung. Da ich die JST JWPF Stecker allerdings vorrättig habe , habe ich ihn selber auch verbaut. Ein Stecker für ein paar Cent wird hier sicherlich genau so seine Arbeit verrichten.
Lebensmittelechte Mini-Kreiselpumpe mit bürstenlosem...

38,00 EUR
-
State of data: 11. Juli 2025 12:07
10 Stück DC-Einbaubuchse, Stift 2, 1mm, metallausf. mit...

14,54 EUR
-
State of data: 11. Juli 2025 12:07
LED-Druckschalter - Einbau-Durchmesser 16 mm -...
")
10,99 EUR
-
State of data: 11. Juli 2025 12:07
HKY 24V 1250mA Universal Netzteil Ladegerät Ersatz für...

-
-
State of data: 11. Juli 2025 12:07
Productinformation not retrievable
false
-
-
State of data: 11. Juli 2025 12:07
Mechanik
Bei der Mechanik habe ich selber nur die Rändelmuttern bestellt. Der Rest war noch Vorrätig und lässt sich auf im örtlichem Baumarkt für kleines Geld beschaffen.
Beim Filament habe ich mich für PETG von Extrudr entschieden. Wobei bei den zu erwartenden Temperaturen von bis zu 100 °C sicherlich ASA die bessere Wahl wäre. Der praktische Einsatz wird zeigen ob es mit PETG dennoch funktioniert.
Beim Filament habe ich mich für PETG von Extrudr entschieden. Wobei bei den zu erwartenden Temperaturen von bis zu 100 °C sicherlich ASA die bessere Wahl wäre. Der praktische Einsatz wird zeigen ob es mit PETG dennoch funktioniert.
SC-Normteile | 5 Stück Rändelmuttern (hohe Form) | M3 |...
 | M3 | DIN 466 | Edelstahl A1 (VA) | SC466")
5,04 EUR
-
State of data: 11. Juli 2025 12:07
sourcing map 20 Stück Gewindestangen M3x100mm Edelstahl...

16,59 EUR

State of data: 11. Juli 2025 12:07
Sicherungsmutter Sechskantmutter DIN 985/ISO 10511...
")
4,10 EUR
State of data: 11. Juli 2025 12:07
D2D | VPE: 10 Stück - Zylinderschrauben mit...

6,99 EUR
State of data: 11. Juli 2025 12:07
extrudr® PETG ø1.75mm (1.1kg) 'HELL BLAU/CYAN' - 3D...
 'HELL BLAU/CYAN' - 3D Drucker Filament - Made in Austria - höchste Qualität zum fairen Preis!")
34,16 EUR
Rabatt: 4,51 EUR
State of data: 11. Juli 2025 12:07
Die passenden Tri-Clamp Adapter gibt es bei Craft Hardware. Der Vorteil dieser Adapter ist die Flachdichtung. Es wird also kein Gewindedichtmittel (wie Teflonband) benötigt, welches die Momente auf das Gewinde, bei der Montage, unnötig erhöht.
![]()
Gehäuseteile Drucken
Das Gehäuse besteht aus drei Druckteilen, welche alle mit Stützstruktur gedruckt werden müssen. Meine Gehäuse haben ich aus PETG mit folgenden Einstellungen gedruckt.
-
Schichthöhe
0,2 mm -
Perimeter
2 -
Infill
40 % (Gyroid) -
Deck- und Bodenschichten
5
Des Weiteren habe ich die Nahtposition so vorgegeben, dass sie ausschließlich am Boden des Gehäuses liegt. Geometrisch sind die beiden Gehäuseschalen betreffend der Betthaftung etwas schwierig, dies versuche ich mit bis zu 30 Schichten Schürze und 6 mm Rand zu kompensieren.
Beim Drucken der “Hexnut” Version vom Frontcover müssen die Muttern während des Drucks ins Bauteil eingelegt werden, hierzu kann zum Beispiel ein Farbwechsel konfiguriert werden.
Beim Drucken der “Hexnut” Version vom Frontcover müssen die Muttern während des Drucks ins Bauteil eingelegt werden, hierzu kann zum Beispiel ein Farbwechsel konfiguriert werden.
HL: Rotek Minipump Enclosure
Zusammenbau
Der Zusammenbau ist weitest gehend selbsterklärend. dazu im Folgendem ein paar Bilder mit Beschreibung. Hier möchte ich vorweg noch ein paar Details nennen, welche beachtet werden sollten.
-
Passform der gedruckten Teile prüfen. Gerade der Sitz der der Tri-Clamp Adapter sollte hier Überprüft werden, ggf. noch vorhandene Reste vom Stützstrukturen müssen unbedingt vor dem Zusammenbau entfernt werden.
-
Bohrungen prüfen. Die Bohrungen im Front-Cover müssen frei von Filamentresten sein. Vorhandene Reste lassen sich mit einem 2,5 mm Spiralbohrer relativ einfach entfernen. Ein 3 mm Bohrer kann auch genutzt werden, hier muss man aber aufpassen nicht das Gewinde von Mutter oder Einsatz zu beschädigen.
-
Beim Aufbohren der 4 Bohrungen am Pumpenmotor ist darauf zu achten das man den Bohrer achsparallel ansetzt.
-

Vorbereitung des Druckschalters
Links im Bild ist der bearbeitet Schalter zu sehen. Die Kontakte sind eingekürzt und der Kontakt von der eingebauten LED ist in Richtung des NO Kontakt gebogen. -

Angeschlossene Leitungen
Drei angelötete Leitungen. Der NC Kontakt ist nur mit einem Schrumpfschlauch isoliert. Ein LED Kontakt ist zusammen mit dem NO Kontakt an eine Leitung gelötet. -

Einbau von Schalter und Buchse
Der Druckschalter wird in das Gehäuse eingepresst. Hierbei ist bei der Ausrichtung darauf zu achten, dass die Kontakte später nicht mit der Pumpe kollidieren. Die Hohlstecker-Buchse wird mit hilfe der gedruckten Nuss montiert. -
Montiertes Front-Cover
In das Front-Cover werden 100 mm lange M3 Gewindestangen eingeschraubt und anschließend das vordere Pumpenteil aufgesteckt. Anschließende können die Tri-Clamp Adapter montiert werden und das Top-Cover verschraubt werden.
Am Pumpenmotor ist der JST Stecker montiert und das Kabel zusätzlich mit einem Kabelbinder fixiert. Vor dem Einbau müssen die vier Bohrungen auf 3 mm (besser 3,3 mm) aufgebohrt werden. -

Fertiges Gehäuse
Der Pumpenmotor wird per Stecker mit der Verdrahtung im Back-Cover verbunden und anschließend in die dafür vorgesehene Aufnahme gesteckt.
Fragen oder Anregungen?
Natürlich interessiert mich die Meinung meiner Leser. Es muss auch kein Lob sein, über Kritik oder Verbesserungsvorschläge freue ich mich mindestens genau so.